
Realizado em Vitória/ES, de 17 a 19 de Setembro de 2014.
ISBN: 978-85-85905-08-8
TÍTULO: ESTUDO DO EFEITO NA VARIAÇÃO DA CORRENTE DE SOLDAGEM SOBRE O PERFIL DE DUREZA EM SOLDAS PRODUZIDAS PELOS PROCESSOS GMAW E FCAW UTILIZANDO O AÇO SAE 1020
AUTORES: C. N. Souza, E. (FAACZ) ; M. Garuzzi, J. (FAACZ) ; Calixto, J.P. (FAACZ) ; C. Grippa, J. (IFES- ES) ; R. Franco Júnior, A. (PROPEMM)
RESUMO: A intensidade de corrente aplicada na soldagem interfere diretamente nas
características do metal de solda depositado e por seguinte no comportamento do
material em serviço. Neste estudo foi verificada a influencia que a corrente de
soldagem exerce sobre a dureza da zona fundida, correlacionando essa propriedade
com a presença de ferrita acicular, em soldas efetuadas com os processos GMAW e
FCAW no aço SAE 1020. Após realização da soldagem foi executado ensaio de dureza
Rockwell para determinar o perfil de dureza de cada solda. Os resultados
demonstraram que a variação na intensidade de corrente influencia tanto nas
condições de soldagem como nos valores de dureza, sendo que soldas feitas com
arame tubular apresentam picos de dureza maiores que soldas efetuadas com arame
sólido.
PALAVRAS CHAVES: CORRENTE; DUREZA; GMAW - FCAW
INTRODUÇÃO: O aproveitamento da soldagem na união de peças metálicas oferece inúmeras
vantagens, no entanto seu uso pode promover alterações no material, modificando
localmente características, principalmente na região da zona fundida (ZF) e zona
termicamente afetada (ZTA) (1). A intensidade de corrente aplicada influencia
diretamente nas peculiaridades da solda depositada, como: penetração de solda,
geometria do cordão, volume da poça de fusão, extensão da ZTA e no efeito do
aporte térmico e repartição térmica interferindo na microestrutura do metal de
solda e da região adjacente (2). Modenesi (1) relata ainda que a transferência
de calor da fonte para a junta soldada propicia um gradiente térmico entre a
região da ZF ao metal de base e dependendo da forma como o calor é distribuído
pelo material estas variações podem resultar em efeitos indesejáveis, tais
como: tensões residuais e distorção, formação de trincas e deterioração de
propriedades mecânicas (dutilidade, tenacidade, resistência mecânica, etc).
Outras implicações referem-se ao período de permanência em elevada energia de
soldagem que favorece a ampliação da ZTA e aumento no tamanho de grãos e as
condições de resfriamento da junta que constitui um fator fundamental na
determinação da estrutura final dos aços. Baseado nessas informações este estudo
definiu como propósito variar a intensidade de corrente para produzir uma série
de cordões de solda, utilizando os processos GMAW e FCAW aplicando,
respectivamente, os arames ER 70S-6 e E71T-1 e, posteriormente, realizar ensaios
de dureza Rockwell para determinar a influencia da corrente de soldagem no
perfil de dureza de cada cordão de solda depositado no aço SAE 1020 e
identificar qual dos processos de soldagem confere maior dureza à região
soldada.
MATERIAL E MÉTODOS: Uma chapa de aço SAE 1020 com espessura de ½” foi usada na preparação das chapas
de testes nas dimensões de 150 x 150 mm (largura x comprimento) com chanfro na
superfície do metal com formato em “U” (raio de 6 mm). Foram confeccionadas dez
chapas de testes sendo destinadas cinco para cada processo de soldagem; as
chapas identificadas de “1 a 5” foram soldadas com o processo GMAW e as demais
receberam passe de solda com processo FCAW. Em ambos os processos de soldagem
foram aplicados arames com diâmetro de 1,2 mm, sendo que no processo GMAW foi
usado o arame sólido ER 70S-6 fabricado pela Gerdau e normatizado pela AWS A
5.18, enquanto no processo FCAW foi aproveitado um arame tubular, especificado
pela AWS A 5.20, OK Tubrod 71 Ultra, fabricado pela ESAB, classificação E71T-1.
As soldas foram realizadas na posição plana, em passe único, com preenchimento
integral do sulco preparado na superfície da chapa. O modo de soldagem usado foi
semiautomático aplicando corrente continua e polaridade positiva (CC+). A
velocidade de alimentação do arame manteve-se em 11,5 m/min., e o gás de
proteção utilizado constou de uma mistura gasosa de Ar e CO2 na proporção de
(75% Ar e 25% CO2)com vazão de 15 l/min; esses parâmetros permaneceram fixos
durante a soldagem de todas as chapas de testes. A velocidade de soldagem ficou
entre 11,5 e 12 cm/min., para efeito de cálculo da energia de soldagem foi
considerado o valor de 12 cm/min para todas as chapas. A variação na intensidade
de corrente de soldagem foi de aproximadamente 40 A, acrescido a cada chapa de
teste soldada. Para delinear o perfil de dureza de cada cordão de solda
produzido, foi utilizado o ensaio de dureza Rockwell, escala B. As medições
iniciaram-se no centro do cordão de solda, evoluindo em direção ao metal de
base.
RESULTADOS E DISCUSSÃO: Analisando os principais elementos envolvidos na pesquisa que são: corrente de
soldagem, energia de soldagem, composição química, picos de dureza e
microestruturas presentes na ZF, nota-se que a eficiência térmica dos processos
GMAW e FCAW que são, de acordo com Quites (3), respectivamente; 0,78 e 0,80 -
pouco influenciou no resultado do aporte térmico, visto que a diferença entre as
eficiências é muito pequena. Desta forma o parâmetro que realmente interferiu no
aporte térmico foi à intensidade de corrente de corrente de soldagem juntamente
com a tensão. Em ambos os processos de soldagem os picos de dureza sofreram
acréscimo à medida que se elevou intensidade de corrente, um dos fatores que
contribuiu para esse comportamento foi à composição química dos arames sólido e
tubular com presença de elementos formadores de ferrita acicular (AF), sobretudo
o manganês (Mn) em percentagens maiores em relação aos demais componentes. A
existência desses elementos especialmente no arame tubular justifica a maior
presença de AF em solda FCAW e por conseqüência o registro de durezas mais
elevadas mesmo comparando soldas onde foram aplicadas intensidades de corrente
de soldagem idênticas. Aliado a esses fatos as ZF de soldas FCAW também
apresentam grãos muito mais refinados que os grãos presentes em soldas GMAW. Em
virtude da maior presença de AF e dureza mais elevada, pode-se considerar que
soldas feitas com o processo FCAW possuem melhores propriedades, uma vez que os
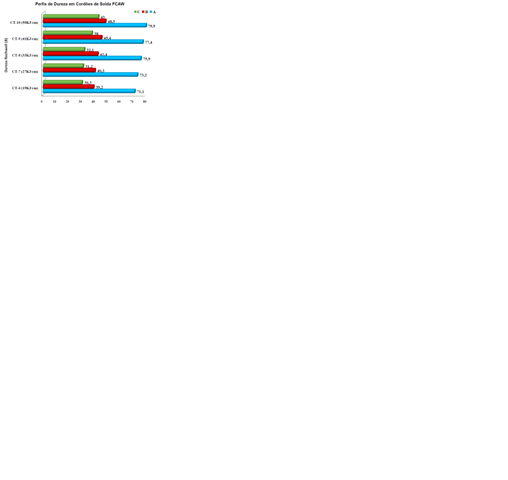
grãos são mais refinados conferindo maior resistência a deformação mecânica.As
figuras 1 e 2 apresentam respectivamente os perfis de dureza encontrados nos
cinco cordões de solda GMAW e FCAW.
Perfis de Dureza em Cordões de Solda FCAW
Relação da energia de soldagem com os valores de
dureza Rockwell medidos em três pontos (A, B, C) a
partir do centro do cordão de solda.
Perfis de Dureza em Cordões de Solda FCAW

Relação da energia de soldagem com os valores de
dureza Rockwell medidos em três pontos (A, B, C) a
partir do centro do centro do cordão de solda
CONCLUSÕES: Em ambos os processos de soldagem a elevação do aporte térmico implicou em maior
refinamento da microestrutura e maior presença de ferrita acicular; sendo que em
cordões de solda FCAW a proporção é maior, principalmente na condição de maior
energia. O aumento da energia de soldagem impetrou em elevação dos picos de
dureza, tanto em soldas GMAW como FCAW, sendo que na condição de maior energia
(50kJ/cm) as soldas apresentaram maior dureza.
AGRADECIMENTOS: Ao Instituto Federal do Espírito Santo (Campus Aracruz), ao Professor Vercely
Pereira, ao Prof. Dr. Temístocles de Sousa Luz pelo apoio e atenção.
REFERÊNCIAS BIBLIOGRÁFICA: 1 - MODENESI, P. J.; MARQUES, P. V.; SANTOS, D. B. Introdução à Metalurgia da Soldagem. Universidade Federal de Minas Gerais - Departamento de Engenharia Metalúrgica e de Materiais, Belo Horizonte, 2012. Disponível em: <http://demet.eng.ufmg.br>. Acesso em: 25 set. 2012.
2 FILHO, B. l. S. Estudo da Técnica de enchimento de chanfro do aço naval pelo processo GMAW-CW. 123f. Dissertação (Mestrado em Engenharia Mecânica) – Universidade Federal do Pará, Belém, 2011.
[3] QUITES, A. M. Introdução a soldagem a arco voltaico. Soldasoft, Florianópolis, 2002, 352 p. [4]FORTES, C. Apostila Arames Tubulares, ESAB BR, 2004. 103p