ÁREA
Química Verde
Autores
Moura, H.O.M.A. (UFRN) ; Silva, B.R. (UFRN) ; Câmara, A.B.F. (UFRN) ; Souza, E.C. (UFRN) ; Pereira, E.S. (UFRN) ; Silva, L.C.J. (UFRN) ; Pereira, J.L.B. (UFRN) ; Silva, A.V.S. (UFRN) ; Carvalho, L.S. (UFRN)
RESUMO
A carboximetilcelulose (CMC) é um polímero obtido a partir do processo de derivatização da celulose. Esse trabalho tem como objetivo produzir CMCs a partir de celuloses de origem residual, derivadas do bagaço da cana-de-açúcar (BCA) e do sabugo do milho (MI). Tal processo se deu a partir de vários tratamentos das biomassas in natura, com o objetivo de extrair celuloses de alta qualidade para a síntese da CMC. O tratamento químico combinado ácido/peróxido- alcalino (APA), seguido de um branqueamento, foi eficaz para a extração de celulose de alta pureza. As celuloses obtidas foram convertidas em CMC com variação das condições reacionais, determinadas por um planejamento experimental do tipo D-Optimal. Através da análise estatística, foi possível determinar o fator relevante para gerar CMCs.
Palavras Chaves
Celulose; Carboximetilcelulose; Planejamento experimental
Introdução
Nos dias atuais, o mundo vem sofrendo com uma severa crise ambiental, responsável por causar alterações no clima terrestre de forma desordenada, diminuição da qualidade do ar e da água, destruição do ozônio estratosférico, entre outros efeitos danosos à natureza e à vida humana (Pinheiro; Bittar Venturi; Galvani, 2020). Grande parte dessas alterações é causada pela ação antrópica. A massiva utilização de combustíveis fósseis e a falta de rigor no tratamento dos resíduos industriais produzidos são considerados como os principais contribuintes para o agravamento da crise ambiental no mundo (Campos; Cunha; Villas, 2021). Diante disso, cresce o interesse da comunidade científica em encontrar soluções para a reutilização de rejeitos industriais, com o objetivo de obter produtos sustentáveis de alto valor agregado, buscando alternativas mais amigáveis ao meio ambiente dentro dos processos industriais (Damasceno, 2021; Albuquerque, 2021). A produção agroindustrial do Brasil assume um papel de destaque, possuindo a maior indústria sucroalcooleira do planeta e ocupando a 4ª posição mundial na produção de grãos (arroz, milho, soja e trigo) entre 2021 e 2022 (Vidal et al., 2022), sendo, assim, responsável pela geração anual de milhões de toneladas de resíduos lignocelulósicos que podem ser beneficiados no conceito das biorrefinarias. A biomassa lignocelulósica se destaca como o material biológico renovável mais disponível do planeta Terra, sendo composta principalmente por lignina, celulose e hemicelulose (Kumar; Sharma, 2017). Essas frações apresentam uma gama de aplicações industriais, podendo ser utilizadas para a geração de diversos produtos, desde novos polímeros até moléculas plataforma de alto valor agregado (Werpy; Petersen, 2004). Dentre as três principais frações presentes nos compostos lignocelulósicos, a celulose é a mais estudada mundialmente e aplicada em processos industriais. Este biopolímero é formado por unidades de repetição (monômeros) que consistem em dois anéis de anidroglucose unidos por uma ligação β-1,4 glicosídica (Ciolacu et al., 2012). Em sua estrutura há a presença de fibras em regiões cristalinas, onde suas cadeias são alinhadas e regiões amorfas, cujas cadeias são desordenadas (Cheng et al., 2011). Devido a abundância de celulose na natureza, seu custo relativamente baixo e o fato de que suas propriedades e processabilidade podem ser significativamente modificadas por meio de reações de substituição de seus grupos hidroxila, a celulose é considerada como o polissacarídeo mais comercialmente expressivo, com bilhões de quilos de seus polímeros derivados sendo vendidos a cada ano para diversas aplicações (Fox et al., 2011). Os derivados de celulose mais utilizados são a carboximetilcelulose (CMC) e o acetato de celulose (AC), sendo produzidos através de reações de eterificação e esterificação, respectivamente. A CMC, em especial, é um derivado com propriedades físico-químicas únicas, que lhe conferem ampla aplicabilidade nos mais diversos produtos comerciais. Sendo comumente produzida na forma de seu sal sódico (CMC de sódio), ela é um polieletrólito aniônico biodegradável capaz de formar soluções em água, com propriedades viscosificantes, estabilizantes, hidratantes, entre outras, sendo utilizada em formulações de adesivos, fármacos (cápsulas), cosméticos e produtos de higiene pessoal (xampus, hidratantes, cremes dentais), alimentos (sorvetes, bebidas lácteas, bolos) e de fluidos para a indústria de petróleo (de perfuração, colchão lavador) (Da et al., 2022; Silva et al., 2021). Este polímero semissintético pode ser obtido a partir da reação da celulose com ácido monocloroacético (agente eterificante) sob excesso de hidróxido de sódio (agente intumescedor) (Cerruti, 2009). O objetivo desse trabalho consiste na otimização dos parâmetros reacionais da síntese sustentável de CMC a partir do bagaço da cana-de-açúcar (BCA) e do sabugo do milho (MI), resíduos agroindustriais advindos de dois dos principais cultivares produzidos no Brasil. Para tanto, as celuloses do BCA e do MI (denominadas BCel e MCel, respectivamente) foram extraídas através do tratamento químico combinado (BHL), e um planejamento experimental do tipo D-Optimal com 28 experimentos foi construído para avaliar os efeitos causados pela variação dos fatores numéricos Tempo de Ativação (TA), Tempo de Reação (TR) e Concentração de NaOH (NaOH%), e do fator categórico Celulose (BCel ou MCel) na eficiência da produção da CMC sustentável. Os efeitos e interações sobre as respostas Rendimento Mássico e Solubilidade em Água foram avaliadas estatisticamente por meio da análise de variância (ANOVA), e a otimização das condições de síntese foi realizada através da metodologia de superfície de resposta (RSM, do inglês response surface methodology). A carboximetilação das celuloses foi comprovada através da técnica de espectroscopia na região do infravermelho com transformada de Fourier (FTIR).
Material e métodos
As sínteses deste trabalho foram desenvolvidas pela equipe de pesquisa do LABTEN – IQ/UFRN. As caracterizações foram obtidas em parceria com a central analítica do Instituto de Química da UFRN. Reagentes e equipamentos: Como reagentes, foram utilizados ácido sulfúrico (H2SO4, 95-98%), peróxido de hidrogênio (H2O2, 30%), hidróxido de sódio (NaOH) em micropérolas (98%), ácido cloroacético (P. A.), álcool etílico (99%), ácido acético glacial (P. A.), clorito de sódio (P. A.) e isopropanol (99,5%). Os equipamentos foram peneiras série Taylor 752A, evaporador rotativo 802D, aquecedor com banho-maria 550, balança analítica TE214S, moinho de facas Hamilton Beach, estufa Q-317B252, bomba de vácuo 131B, agitador magnético com aquecimento MA100M36 e agitador mecânico RW 20. Extração da celulose: As biomassas de BCA e MI foram secas e trituradas em um moinho de facas (Hamilton Beach) e peneiradas (peneiras Tyler mesh), até obter frações de biomassa entre 25 e 50 mesh. Em seguida, as biomassas de BCA e MI in natura foram submetidas a dois procedimentos de tratamento, sendo eles o pré- tratamento combinado ácido/peróxido-alcalino (APA) e o branqueamento, com o objetivo de extrair a fração celulósica dos materiais. Os rendimentos obtidos nos tratamentos foram calculados através da Equação 1: Rendimento= m1/m2 × 100% Equação 1 onde, m1 é a massa inicial do material a ser tratado, e m2 é a massa obtida após o tratamento. Planejamento experimental D-Optimal para a síntese da CMC: Após alguns testes preliminares de síntese da CMC a partir das celuloses comercial, BCel e MCel, um planejamento experimental do tipo D-Optimal com 28 experimentos foi construído com o auxílio do software Design-Expert® versão 13 (StatEase Inc.), a fim de avaliar a influência da variação de condições reacionais nas características dos produtos obtidos a partir das celuloses. Para isso, foram avaliados os fatores numéricos Tempo de Ativação (TA), Tempo de Reação (TR) e Concentração de NaOH (NaOH), e o fator categórico Celulose (BCel ou MCel) na eficiência da produção da CMC sustentável. Os efeitos e interações sobre as respostas Rendimento Mássico e Solubilidade em Água foram avaliadas estatisticamente por meio da análise de variância (ANOVA), e a otimização das condições de síntese foi realizada através da metodologia de superfície de resposta (RSM). Caracterização: A aquisição dos espectros de FTIR das celuloses extraídas e dos produtos da carboximetilação foi realizada no espectrômetro IRAffinity-1 (Shimadzu). As análises de termogravimetria (TG) e termogravimetria derivada (DTG) foram adquiridas através do equipamento SDTQ 600 da TA Instruments (New Castle, US). Os espectros Raman das amostras foram obtidos através do microscópio confocal Raman LabRAM HR Evolution da HORIBA Scientific (Palaiseau, França). Os padrões de raio X (XRD) foram obtidos na faixa de 1º a 50º 2θ com um Bruker D2 Phaser (Madison, EUA).
Resultado e discussão
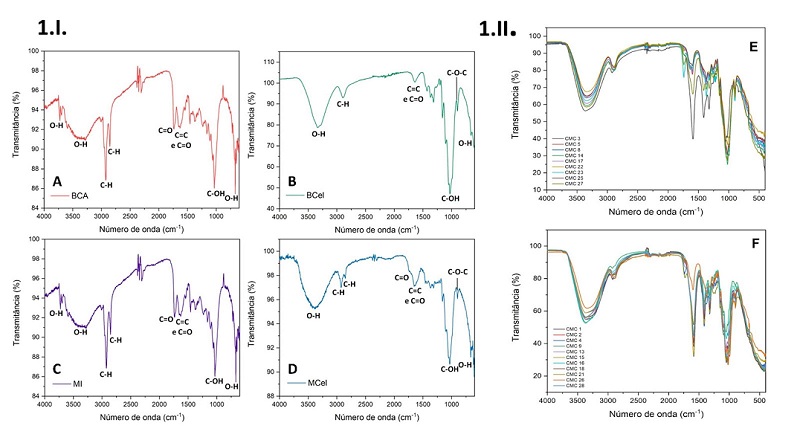
Os espectros das amostras de MCel e BCel (Figuras 1.I.) apresentaram
Praticamente o mesmo perfil de bandas características em relação às amostras in
natura (Figuras 2.I.), porém, há variações de intensidade em algumas bandas de
absorção. Observa-se a mudança de formato na banda relacionada ao estiramento do
grupo O-H entre 3250 e 3500 cm-¹, para as amostras de MCel e BCel, em comparação
com MI e BCA. Essa variação está associada ao aumento significativo das ligações
de hidrogênio intra e intermoleculares causadas pela reorganização e aumento do
tamanho dos cristalitos de celulose, causados pela incidência dos tratamentos
químicos (Moura, 2018).
A análise espectral dessas amostras apontam uma redução nas bandas
Características da hemicelulose, que são referentes aos estiramentos C=O de
hemicelulose em 1720 cm-¹ (Figuras 2.I.b e 2.I.d) (Galleti et al., 2015), e da
lignina, representadas pelos estiramentos C=C em 1549 cm-1 e C=O em 1747 cm-¹,
indicando que o processo de tratamento BHL associado ao branqueamento foi
efetivo na remoção dessas frações lignocelulósicas e para o isolamento da
celulose. Outro fator relevante é o aparecimento da banda referente às ligações
β1,4-glicosídicas (C-O-C) entre unidades de glicana em 903 cm-¹ nos espectros
das celuloses branqueadas, que ocorre quando as camadas de hemicelulose e
lignina são efetivamente removidas, deixando as cadeias celulósicas mais
expostas à radiação infravermelha (Schwanninger et al., 2004).
PLANEJAMENTO EXPERIMENTAL D-OPTIMAL: Com os 28 experimentos do planejamento
experimental D-Optimal, é possível observar a especificidade de escolha de
variáveis, onde não apenas os níveis mínimo, central e máximo (-1, 0 e +1) são
escolhidos, mas também alguns pontos intermediários. Os rendimentos mássicos dos
ensaios foram satisfatórios, havendo poucos experimentos que resultaram em
rendimentos abaixo dos 100% (m/m). Alguns ensaios ultrapassaram os 200% de
rendimento, estes altos rendimentos são explicados pelo aumento no peso
molecular das cadeias, característico da funcionalização com o grupo
carboximetil (-CH₂-COOH-), que possui massa molar maior em relação ao grupo de
saída (átomo de hidrogênio). Assim, rendimentos abaixo de 100% indicam que as
condições do experimento não favoreceram a carboximetilação da celulose. Além
disso, tanto a solubilidade em água, quanto o rendimento mássico, foram
prejudicados quando utilizadas concentrações mais baixas de NaOH.
Análise de variância (ANOVA): A variância é uma medida da dispersão, em que
altos valores de F (teste de Fisher), bem como valores de p <0,05 (valor de
probabilidade), indicam o parâmetro avaliado na variância estatisticamente
significativa, ou seja, este possuirá maior influência na resposta analisada
(Stat-Ease, 2022).
Os fatores TR, NaOH% e a interação entre os tempos TA e TR (AB) são
estatisticamente significativos. Assim, a variação destas condições reacionais
possui um relevância no rendimento de CMC produzida e na eficiência da
carboximetilação. Além disso, a falta de ajuste do modelo não foi significativa,
fato comprovado pelo coeficiente de correlação (R2) de 0,928 e pelo baixo desvio
padrão (7,0x10^-4). Estes resultados apontam que o modelo criado para analisar o
Rendimento Mássico de CMC é estatisticamente preciso e exato, em um intervalo de
95% de confiança.
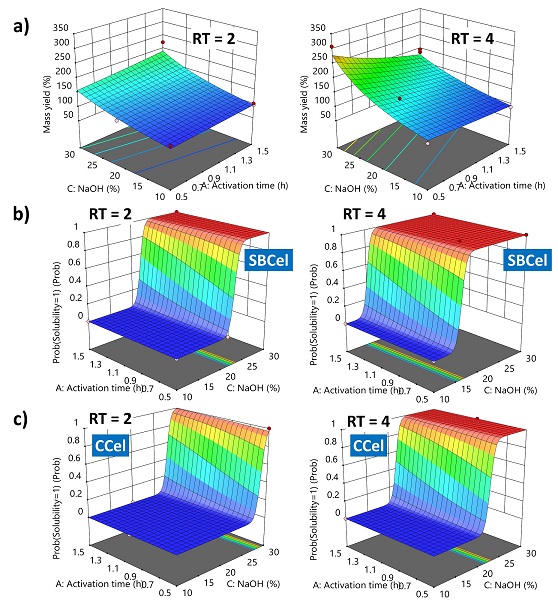
Otimização por superfícies de resposta (RSM): A partir dos resultados obtidos,
foram construídas superfícies de resposta que demonstraram as tendências de
variação dos resultados em relação às mudanças nas condições reacionais. As
superfícies relacionadas aos resultados de Rendimento Mássico para as celuloses
BCel e MCel estão apresentadas nas Figura 1. Com a análise dessas superfícies, é
possível observar que não há mudanças significativas nas superfícies para as
diferentes celuloses nos tempos TR -1 e +1, pois, o fator correspondente ao tipo
de celulose não exerce um efeito estatisticamente significativo sobre o
rendimento de CMC em um intervalo de 95% de confiança. É visível o efeito
relevante da concentração de NaOH no meio reacional, que, segundo os resultados
da ANOVA, é o fator mais estatisticamente significativo (F=237,06, p<0,0001).
Este fato pode ser explicado pelo aumento significativo do rendimento de CMC em
valores de NaOH% entre 0 e +1, principalmente para o TR +1 (Figuras 1.), ficando
evidente a importância do uso de maiores concentrações de NaOH por ser um agente
ativador, aumentando a desprotonação das hidroxilas presentes nos monômeros de
celulose, possibilitando a entrada de mais radicais carboximetil na estrutura
molecular. É perceptível que os menores valores de TA obtém-se as CMCs com o
maior rendimento mássico, isso ocorre ao contrário do pensamento majoritário da
literatura, menores tempos de ativação melhoram o rendimento pela menor
exposição da celulose na solução de NaOH e consequentemente menor é a chance
dessas celuloses hidrolisarem no processo.
As superfícies de resposta relacionadas ao resultado de Solubilidade em Água
para as celuloses BCel e MCel estão apresentadas nas Figura 1. Como se trata de
uma resposta qualitativa, os resultados são apresentados na forma de
probabilidade, onde as amostras insolúveis são representadas pelo 0, e as
solúveis pelo 1.
De acordo com os resultados é possível determinar que o fator NaOH% foi o mais
significativo, onde uma ampla região da superfície de resposta com NaOH%>0
compreende amostras solúveis (vermelha) para a BCel, em TA -1 e +1 (Figuras
2.III.a e 2.III.b). Também é possível observar que o TA +1 possibilitou a
produção de CMCs solúveis com menores concentrações de NaOH. O TR foi o fator
menos significativo, não causando variações expressivas nas superfícies de
solubilidade, assim, é possível sintetizar amostras solúveis em menos tempo,
gerando economia de energia e de tempo reacional.
O fator Celulose foi o segundo fator mais expressivo nas superfícies de
solubilidade, uma vez que a região em vermelho é significativamente menor para a
MCel, em ambos os tempos TA (Figura 1), em comparação com a superfície formada
pelas amostras solúveis de BCel nos mesmos intervalos de tempo (Figura 1). É
importante salientar que tal fator não alterou significativamente o processo de
síntese da CMC em relação ao rendimento mássico, sendo tão somente relevante
para o fator solubilidade em água.
ESPECTROS DE FTIR DAS CMCs SINTETIZADAS: Os resultados espectrais do FTIR para
as CMCs obtidas dos ensaios propostos pelo modelo D-Optimal para os extremos do
fator NaOH% (10% e 30%) estão apresentados na Figura 1.II. O aparecimento de
bandas definidas de carbonila (C=O) em 1650 cm-1 e de estiramento C-O-C de éter
em 1430 cm-1 deve-se a inserção dos grupos carboximetil nos monomênos das
cadeias de celulose, indicando que o processo de síntese ocorreu de forma
satisfatória. Os espectros de FTIR das CMCs sustentáveis obtidas se assemelham
ao espectro da amostra comercial e de outras produzidas na literatura, que
apresentam as mesmas bandas características, comprovando o sucesso na obtenção
do polímero. Ao comparar os espectros obtidos, pode-se observar que, todas as
amostras em NaOH% 10% apresentam bandas em 1650 cm-¹ e 1430 cm-¹, a maioria com
alta intensidade, corroborando a alta eficiência de carboximetilação promovida
pelo aumento em NaOH%, entretanto, as amostras produzidas com NaOH% 30% não
apresentam, ou apresentam com pouca intensidade, as bandas características da
CMC.
Conclusões
A extração das celuloses advindas das biomassas de bagaço de cana-de-açúcar (Saccharum officinarum) e sabugo de milho (Zea mays) ocorreu de forma satisfatória, sendo possível remover as frações de lignina e hemicelulose presentes na estrutura vegetal. Esse fato pode ser comprovado pelos espectros de FTIR, que mostram o aumento da intensidade das bandas relativas à celulose, como em 903 cm-¹, e a atenuação das bandas referentes a hemicelulose e a lignina. A síntese das CMCs foi realizada a partir dos ensaios propostos pelo planejamento experimental D-Optimal, sendo comprovada a partir da presença de bandas características do grupo carboximetil nos espectros de FTIR das amostras. O planejamento experimental D-Optimal, associado às metodologias de ANOVA e RSM, possibilitou analisar o efeito da variação dos parâmetros de síntese da CMC sobre as respostas Rendimento Mássico e Solubilidade em Água, gerando um modelo estatisticamente significativo, com alto valor de F e p-valor<0,05. A avaliação estatística permitiu concluir que o fator NaOH% exerceu a maior influência sobre as respostas, bem como o Tempo de Ativação (TA), que proporcionou melhores respostas no nível -1. O tipo de Celulose (BCel ou MCel) foi significativo para a Solubilidade em Água, enquanto que o Tempo de Reação (TR) foi o fator menos significativo para ambas as respostas, indicando que a síntese de CMCs de alta qualidade a partir das biomassas residuais é possível em menores tempos TR, gerando economia de tempo e energia.
Agradecimentos
Os autores agradecem o apoio do LABTEN/IQ/UFRN e da RPCC/PETROBRAS. Este estudo foi parcialmente financiado pela Coordenação de Aperfeiçoamento de Pessoal de Nível Superior – Brasil (CAPES) – Código de Financiamento 001.
Referências
CAMPOS, G. O.; CUNHA, F. D. DA; VILLAS, L. A. Análise de Poluição Atmosférica Utilizando Modelos de Sensoriamento Virtual. In: WORKSHOP DE COMPUTAÇÃO URBANA (COURB), 5ª ed, 2021, Uberlândia. Anais. Porto Alegre: Sociedade Brasileira de Computação, 2021. p. 29-42.
CIOLACU, D. et al. New cellulose–lignin hydrogels and their application in controlled release of polyphenols. Materials Science and Engineering: C, v. 32, n. 3, p. 452-463, 2012.
DAMASCENO, Priscila Bentes. Redução de custos e aumento da eficiência no tratamento de efluentes industriais: estudo de caso em uma empresa do segmento de embalagens do polo industrial de Manaus - PIM. Orientador: José Antônio da Silva Souza; Coorientador: Edinaldo José de Sousa Cunha. 2021. 56 f. Dissertação (Mestrado em Engenharia de Processos) - Instituto de Tecnologia, Universidade Federal do Pará, Belém, 2021.
FOX, S. Carter et al. Regioselective esterification and etherification of cellulose: a review. Biomacromolecules, v. 12, n. 6, p. 1956-1972, 2011.
GALLETTI, A. M. R. et al. Midinfrared FT-IR as a tool for monitoring herbaceous biomass composition and its conversion to furfural. Journal of Spectroscopy, v. 2015, 2015.
IHEANACHO, O. C. et al. Packed bed column adsorption of phenol onto corn cob activated carbon: linear and nonlinear kinetics modeling. South African Journal of Chemical Engineering, v. 36, p. 80-93, 2021
KUMAR, Adepu Kiran; SHARMA, Shaishav. Recent updates on different methods of pretreatment of lignocellulosic feedstocks: a review. Bioresources and bioprocessing, v. 4, n. 1, p. 1-19, 2017.
PINHEIRO, J. M.; BITTAR VENTURI, L. A.; GALVANI, E. Poluição atmosférica: estudo de caso do Município de São Luís do Maranhão. Sociedade & Natureza, v. 32, p. 808–819, 12 nov. 2020.
SCHWANNINGER, M. et al. Effects of short-time vibratory ball milling on the shape of FT-IR spectra of wood and cellulose, Vibrational Spectroscopy, v. 36, p. 23–40, 2004.
SILVA, L. G. M. et al. Color and acceptability analysis of pineapple sauce in pineapple with pepper made with diferente thickeners. Research, Society and Development, v. 10, n. 1, p. e32010111871, 2021.
SRINIVAS, G.; CHENG, X.; SMITH, J. C. A Solvent-Free Coarse Grain Model for Crystalline and Amorphous Cellulose Fibrils. Journal of Chemical Theory and Computation, v. 7, n. 8, p. 2539–2548, 13 jul. 2011.
VIDAL, M. F. Açúcar: Cenário mundial e situação da produção brasileira e nordestina. Caderno Setorial Etene, Fortaleza: Banco do Nordeste do Brasil, ano 6, n.215, mar. 2022.















