Autores
Siqueira, Y. (UFRJ) ; Miranda, D. (UFRJ) ; Carvalho, L. (UFRJ) ; Sitton, N. (UFRJ) ; Pinto, J.C. (UFRJ) ; Borges, L.E. (IME) ; Azeredo, A.P. (BRASKEM) ; Nonemacher, R. (BRASKEM)
Resumo
A pirólise é uma das técnicas de reciclagem de polímeros que vem tendo destaque
nos últimos anos, sendo que o processo de alimentação dos pirolisadores por
extrusão também desperta considerável interesse. Por isso, neste trabalho foi
feito um estudo da influência da extrusão, como etapa de pré-tratamento, no
desempenho da reciclagem química via pirólise térmica de materiais plásticos em
diferentes condições. Os resultados indicaram que o pré-tratamento pode afetar as
taxas de pirólise, afetando assim a velocidade de coleta das frações produzidas.
Contudo, as composições dos produtos obtidos foram muito semelhantes,
independentemente da etapa de pré-tratamento, indicando que os efeitos observados
são resultantes principalmente de mudanças na eficiência térmica do processo.
Palavras chaves
Reciclagem; Pirólise; Plásticos
Introdução
Os materiais termoplásticos, devido ao seu baixo custo, baixo peso e às elevadas
resistências mecânica e química, são amplamente utilizados em substituição a
outros tipos de materiais como aço, vidro e madeira. Dessa forma, eles
desempenham um importante papel, contribuindo para a manutenção da qualidade e
conforto da rotina moderna (MIRANDA, 2016). Por isso, esses materiais se
tornaram indispensáveis à vida humana, sendo que novas aplicações surgem a cada
dia para eles (MONTEIRO, 2018).
A extensa variedade das propriedades dos materiais plásticos é essencial para a
compreensão da ampla versatilidade de aplicações desenvolvidas ao longo dos
anos. Os materiais plásticos podem ser vistos em vários segmentos industriais,
como no setor de calçados, na construção civil, nos eletroeletrônicos, no setor
automotivo, na área da saúde, na indústria têxtil, dentre muitas outras
(MONTEIRO, 2018). Assim, a produção e consumo dos materiais plásticos
experimentou aumento significativo nas últimas décadas, sendo que a tendência é
que continue crescendo no futuro próximo (PINTO et al, 2012).
Boa parte dos artigos plásticos comercializados vira resíduo pós-consumo
rapidamente, principalmente no caso de embalagens, que apresentam tempo de vida
extremamente curto e na maior parte das vezes um único uso (PINTO et al, 2012).
Diante deste cenário, surge a questão fundamental de como lidar com os resíduos
plásticos, que são gerados em quantidades muito grandes.
Diversos materiais que podem ser reciclados são destinados equivocadamente a
aterros e lixões. O plástico é o principal produto reciclável que é enterrado,
ao invés de destinado corretamente para a reciclagem (MIRANDA, 2016). Segundo
dados do Banco Mundial, o Brasil é o 4° maior produtor de lixo plástico do
mundo, produzindo 11,3 milhões de toneladas desse material por ano. Desse
volume, 91% têm sido coletados, equivalente a 10,3 milhões de toneladas anuais,
mas apenas 1,28%, 145 mil toneladas anuais, têm sido reciclados efetivamente
(WWF, 2019).
Com a conscientização ambiental cada vez mais frequente e relevante, esse tema
tem estimulado o surgimento de culturas gerenciais para que as empresas se
enquadrem às regulamentações vigentes e em construção, também estimulando que a
tradicional economia linear mude para uma economia mais circular, eliminando o
desperdício e reinserindo os polímeros pós-consumo na cadeia química.
Para que o material pós-consumo possa ser reaproveitado, várias técnicas podem
ser utilizadas (GONÇALVES, 2007). Em particular, a reciclagem desse material
pode ser feita por via mecânica, química ou energética, sendo que o método a ser
utilizado depende, dentre outras coisas, do tipo de material a ser reciclado.
Segundo WONG et al. (2015), dos três tipos de reciclagem citados, a reciclagem
química se enquadra bem nos princípios de desenvolvimento sustentável, tendo em
vista a possibilidade de retorno dos materiais descartados a seus compostos de
origem de forma circular. Entre as técnicas de reciclagem química, a técnica de
pirólise tem obtido destaque particular.
A pirólise é um processo endotérmico que consiste na degradação térmica de
resíduos em uma atmosfera com ausência parcial ou total de oxigênio, evitando
combustão direta do material (PEDROZA, 2017). Os processos pirolíticos ocorrem a
temperaturas que variam de 150 a 1600°C, dependendo do tipo resíduo a ser
processado e equipamento utilizado (OLIVEIRA, 2009). Este processo normalmente
gera produtos gasosos, líquidos e sólidos residuais. A pirólise pode ainda ser
conduzida na presença ou ausência de catalisador. Quando o processo é conduzido
sem o catalisador, é usualmente chamado de pirólise térmica; caso contrário, é
chamado de pirólise catalítica. O uso do catalisador pode diminuir a temperatura
e o tempo de reação, mas o principal motivo do uso do catalisador é a produção
de produtos com maior valor agregado, como hidrocarbonetos na faixa da gasolina
(MONTEIRO, 2018).
O processo de extrusão também tem despertado considerável interesse para a
condução de processos de pirólise, por conta da melhor eficiência no uso da
energia (LI, 2018). Em particular, este processo pode ser utilizado como técnica
auxiliar de pré-tratamento, como etapa preliminar de alimentação dos resíduos em
reatores de pirólise, visando à melhoria das características do material.
Pelos motivos apresentados acima, o objetivo principal do presente trabalho foi
fazer um estudo a respeito da influência da etapa de alimentação por extrusão,
como técnica de pré-tratamento para melhoria do desempenho da reciclagem química
via pirólise térmica. Para isso, foram avaliados o rendimento e a composição dos
produtos obtidos em condições experimentais distintas, variando o tempo e a
temperatura de reação. Para isso, os polímeros utilizados na investigação foram
poliolefinas à base de polietileno e polipropileno, utilizadas na fabricação de
filmes e fibras comerciais.
Material e métodos
Materiais
• Nitrogênio com 99,999% de pureza
• Pellets de resíduos oriundos do uso comercial de polietileno de alta
densidade (PEAD), identificados como Amostra 1
• Pellets de resíduos oriundos do uso comercial de PEAD extrusados,
identificados como Amostra 1*
• Pellets de resíduos oriundos do uso comercial de polipropileno (PP),
identificados como Amostra 2
• Pellets de resíduos oriundos do uso comercial de PP extrusados,
identificados como Amostra 2*
• Pellets de resíduos oriundos do uso comercial de polietileno linear de
baixa densidade (PEBDL), identificados como Amostra 3
• Pellets de resíduos oriundos do uso comercial de PEBDL extrusados,
identificados como Amostra 3*
As amostras foram gentilmente cedidas pela Braskem e as características não
serão apresentadas por falta de espaço. Detalhes da operação de extrusão não
podem ser apresentados por razões de propriedade intelectual.
Métodos
As reações de pirólise foram realizadas em um sistema (Figura 1) que consiste de
dois fornos elétricos cilíndricos (A e B); dois termopares acoplados aos fornos;
um reator tubular de quartzo; um cadinho cilíndrico de quartzo, onde é colocado
o polímero; uma rolha; um balão de fundo redondo com 2 bocas, para condensar os
vapores de pirólise e coletar o líquido formado; um condensador reto; um
kitassato; uma serpentina, para aquecimento prévio do gás nitrogênio, que
inertiza o meio e arrasta os vapores gerados; um precipitador eletrostático,
para condensar os vapores ainda não condensados; e, um banho termostático. O
sistema foi construído integralmente com recursos e tecnologias locais.
Aproximadamente 7 gramas da amostra eram depositados no interior do cadinho de
quartzo. O cadinho era suspenso por um arame e ficava posicionado acima dos
fornos, antes do início da reação. Depois que era determinada a temperatura
operacional, os fornos eram programados e aquecidos para atingir a temperatura
almejada. Após a estabilização da temperatura, o cadinho de quartzo era abaixado
até o centro do forno A, dando início à reação de pirólise. Ao final da reação,
o reator de quartzo, o cadinho de quartzo (contendo o resíduo sólido), o balão
de fundo redondo (contendo o produto líquido), o tubo do condensador e o
kitassato eram pesados, para a determinação dos rendimentos das frações sólida e
líquida dos produtos. A quantidade de gases produzida era determinada por
diferença. Em todos os casos, a vazão de nitrogênio de arraste utilizada foi
igual a 80 mL/min.
Planejamento Experimental
Para avaliar a influência da extrusão, com base em análise termogravimétrica
(TGA) das amostras, a faixa de variação de temperatura foi definida entre 425 °C
e 475 °C. O tempo de reação foi variado entre 15 e 45 minutos, com base na
experiência prévia. No entanto, apenas as amostras de PP foram submetidas a 425
°C, pois a taxa de degradação de PEAD e PEBDL são baixas e não produzem amostras
de produtos suficientes. As condições experimentais ensaiadas estão descritas na
Tabela 1.
Resultado e discussão
Avaliação dos Rendimentos
Foram realizados 26 experimentos no total. A Tabela 2 apresenta os códigos
adotados e as condições experimentais empregadas para avaliação de cada amostra,
com os respectivos rendimentos.
Observa-se que, assim como as condições do processo, o tipo de plástico afeta o
rendimento dos produtos obtidos. As amostras de PEAD apresentaram resultados de
rendimentos em condensados e gases inferiores aos das amostras de PP e PEBDL.
Como esperado, o aumento da temperatura resultou em maiores rendimentos das
frações de produtos para todos os tipos de polímeros investigados (OLIVEIRA
JÚNIOR, 2016). Os ensaios realizados a 475 °C apresentaram conversões sempre
superiores a 80% enquanto os ensaios realizados a 425 °C resultaram em
conversões muito inferiores, embora maiores na faixa de 27 a 67% para as
amostras de PP. As amostras pirolisadas foram comparadas nas mesmas condições
experimentais, de modo a avaliar a influência da etapa de alimentação por
extrusão sobre o rendimento. Nas Figuras 2, 3 e 4 podem ser analisadas os
rendimentos dos condensáveis, de acordo com cada tipo de polímero avaliado.
Pode-se observar que, em geral, os rendimentos obtidos em condensáveis foram
menores após a etapa de extrusão, embora os rendimentos finais obtidos a altas
conversões (475 oC) tenham sido essencialmente os mesmos. Esse resultado pode
ser considerado surpreendente, mas reflete essencialmente a dinâmica dos
experimentos conduzidos e a maior absorção de calor das resinas extrusadas, que
apresentam menores massas molares que as resinas não extrusadas (dados não
apresentados por falta de espaço). Como o tempo e a temperatura de reação foram
fixados no planejamento experimental, a parcela de calor absorvido e referente à
fusão das resinas é maior para as resinas de menor massa molar (extrusadas),
atrasando o processo de degradação, mas sem mudar os rendimentos finais. Deve
ficar claro que, como o aquecimento é muito rápido, ele também é bastante
heterogêneo para resinas alimentadas na forma de pellets, o que explica o fato
de que a degradação térmica pode começar antes mesmo da fusão completa da resina
alimentada. Esse resultado é muito importante porque mostra que a etapa de
extrusão pode afetar de fato a dinâmica da reação de pirólise. Além disso, deve
ficar claro que o material eventualmente alimentado na forma fundida e quente
(saída da extrusora) em uma planta industrial apresentará dinâmica distinta da
aqui apresentada, já que o material extrusado foi alimentado na forma de pellets
frios.
Avaliação da Composição
Os produtos da fração líquida foram analisados, e serão comparados, em condições
experimentais similares, já que o objetivo é avaliar a influência da extrusora
na pirólise. Diferentes condições experimentais geram diferentes produtos, então
apenas uma condição é suficiente para mostrar se a extrusora afeta ou não a
composição química dos produtos. Os produtos foram caracterizados por análise de
GC-MS (Cromatografia Gasosa Acoplada a Espectrômetro de Massas) - usando uma
coluna capilar HP5-ms fabricado pela Agilent, modelo 19091S-433 -, e os
compostos foram analisados de acordo com a biblioteca do NIST (National
Institute of Standards and Technology), a partir dos fragmentos gerados no
espectrômetro de massas. As Figuras 5, 6 e 7 mostram os resultados de acordo com
cada tipo de polímero.
Como esperado, observam-se maiores concentrações de parafinas e olefinas nas
amostras de PE e teores maiores de isoparafinas nas amostras de PP. Além disso,
observam-se resultados similares de composição nas amostras originais e pré-
tratadas por extrusão (embora os teores de parafinas tenham sido
significativamente maiores nas amostras extrusadas de PEBDL). A presença de
naftênicos não é geralmente desejada na carga de condensados, se ela for usada
posteriormente para produzir olefinas de baixas massas molares, mas os teores
observados foram sempre pequenos e inferiores a 10%. Pode-se dizer de forma
pragmática que a operação de pré-tratamento por extrusão não modifica a
qualidade do condensado de forma apreciável, o que pode ser considerado como uma
característica positiva desse tratamento.
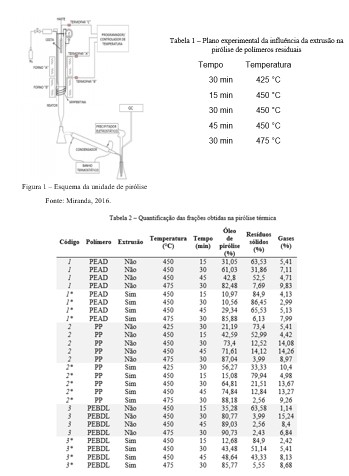
Figura 1 (Esquema da unidade), Tabela 1 (Plano experimental) e Tabela 2 (Rendimentos)

Gráficos da Fração Líquida (PEAD, PP e PEBDL) e Gráficos das Análises da Fração Líquida (PEAD, PP e PEBDL).
Conclusões
O presente trabalho investigou o efeito da etapa de pré-tratamento por extrusão
na reação de
pirólise de resinas poliolefínicas (PEAD, polietileno de alta densidade; PP,
polipropileno;
PEBDL, polietileno linear de baixa densidade) oriundas do pós-consumo. Para
isso, amostras
originais e amostras pré-tratadas foram pirolisadas em diferentes temperaturas
(425 a 475 oC)
e tempos (15 a 45 min) de reação. Os resultados mostraram que a operação de
extrusão pode
afetar a dinâmica das reações de pirólise, mas que afetam muito pouco os
rendimentos globais
e composições das correntes de produto obtidas. Assim, a operação de extrusão
pode ser
justificada com base em argumentos econômicos e nas eficiências térmicas dos
processos
conduzidos sem e com o pré-tratamento por extrusão.
Além disso, o presente estudo confirmou que a temperatura de reação exerce uma
importante
influência na pirólise, já que o aumento da temperatura em faixa operacional
relativamente
estreita afeta de forma muito significativa os rendimentos das correntes de
produto. No caso
das resinas de polietileno, por exemplo, as conversões variaram efetivamente de
0 a 100 % nas
faixas de temperaturas e tempos de reação considerados.
Agradecimentos
A Coordenação de Aperfeiçoamento de Pessoal de Nível Superior – Brasil (CAPES),
CNPq, FAPERJ, ao Grupo EngePol e ao NUCAT (UFRJ), a Braskem, ao SENAI, a Petrobrás
e ao BNDES.
Referências
CARVALHO, L. L. A.; LAURITINO, T. N. S. Revisão dos métodos de reciclagem química do PET e discussão sobre os respectivos impactos ambientais. Universidade Federal do Rio de Janeiro. Rio de Janeiro, 2020.
GONÇALVES, C. K. Pirólise e combustão de resíduos plásticos. Dissertação de Mestrado. Escola Politécnica, Universidade de São Paulo. São Paulo, 2007.
LI, Y., et al. Improved properties of recycled polypropylene by introducing the long chain branched structure through reactive extrusion. Waste Management, 2018.
MONTEIRO, A. R. D. Contribuição da reciclagem química de resíduos plásticos para o desenvolvimento sustentável. Tese de Doutorado. COPPE, Universidade Federal do Rio de Janeiro. Rio de Janeiro, 2017.
MIRANDA, D. M. V. Degradação térmica e catalítica dos polímeros poli(acrilonitrilaco-butadieno-co-estireno) (ABS) e poliestireno de alto impacto (HIPS) oriundos de resíduos eletroeletrônicos. 189 p. Dissertação de Mestrado. COPPE, Universidade Federal do Rio de Janeiro. Rio de Janeiro, 2016.
OLIVEIRA JUNIOR, D. L. Pirólise de resíduos plásticos visando à obtenção de produtos de alto valor agregado. 117 p. Dissertação de Mestrado. Universidade Federal de Santa Maria, 2016.
OLIVEIRA, M.L.; CABRAL, L.L.; LEITE, M. C. A. M.; MARQUES, R. C. M. Pirólise de resíduos poliméricos gerados por atividades offshore. Polímeros, v. 19, n. 4, 2009.
PEDROZA, M. M.; GOMES, M. C. F.A.; PAZ, E. C. S.; PEDROSA, A. L.; VIEIRA, G. E. G.; SOARES, J. E. M. Aproveitamento energético de resíduos sólidos urbanos em processo de pirólise. Revista Brasileira de Energias Renováveis, v.6, n.2, p. 184-207, 2017.
PINTO, J.; MAGRINI, A.; MELO, C., et al. Impactos ambientais causados pelos plásticos Uma discussão abrangente sobre os mitos e os dados científicos, 2 ed., Rio de Janeiro, E-papers, 2012.
WONG, S. L. et al. Current state and future prospects of plastic waste as source of fuel: A review. Renewable and Sustainable Energy Reviews, v. 50, p. 1167–1180, 2015.
WWF. Brasil é o 4o país do mundo que mais gera lixo plástico. 2019. Disponível em: < https://www.wwf.org.br/?70222/Brasil-e-o-4-pais-do-mundo-que-mais-gera-lixo-plastico>. Acesso em: 31 ago. 2022.














