Autores
Tireli, A. (IFB) ; Chaves, S. (IFB) ; Brom, P. (IFB)
Resumo
A biomassa de malte é produzida em grande quantidade na indústria cervejeira, é
muito rica em celulose e hemicelulose e essas moléculas podem ser convertidas em
glicose pelo processo de hidrólise. Neste trabalho buscamos as melhores
condições para a hidrólise ácida da biomassa de malte para obtenção de açúcares
fermentescíveis. Os experimentos de hidrólise foram realizados em autoclave com
cinco diferentes tipos de ácidos. Também foram avaliadas a influência dos
parâmetros: tempo, concentração dos ácido e massa inicial de biomassa. A
otimização do experimento foi feita utilizando delineamento experimental. Os
melhores resultados foram encontrados para os ácidos tânico e fosfórico, com
tempo de reação de 60 minutos e massa inicial de 1,0 grama e concentração de
17,5%.
Palavras chaves
Conversão de biomassa; Hidrólise; Açúcares fermentecíveis
Introdução
A biomassa compreende os resíduos agroindustriais e a matéria orgânica
provenientes de fontes vegetais, ou resultantes de seu processamento. O
aproveitamento e reciclagem de tais resíduos podem reduzir os problemas
ambientais resultantes de sua disposição inadequada na natureza, agregar valor
aos subprodutos da agroindústria e valorizar os recursos naturais ou culturas de
determinada região [1, 2].
Apesar de milenar, o consumo da cerveja e sua produção, somente se tornaram mais
expressivos entre as bebidas alcoólicas nos últimos 150 anos. Atualmente, pode-
se dizer que seu consumo é globalizado e a participação do Brasil nesse mercado
internacionalizado tem chamado a atenção de grandes empresas que atuam no setor
[3]. Segundo a Associação Brasileira Da Indústria Da Cerveja (CervBrasil) o
setor cervejeiro está diretamente conectado com o desenvolvimento do país, sendo
assim, responsável por 1,6% do PIB brasileiro [4].
Outro ponto a ser analisado é o forte aumento do consumo de cervejas artesanais.
Uma grande cadeia produtiva acaba gerando uma grande quantidade de resíduos. A
produção da cerveja leva a produção de uma grande quantidade de bagaço de malte
como subproduto de sua produção, sendo este produzido anualmente em quantidade
bastante considerável neste setor [5]. O Brasil é o terceiro maior produtor de
cerveja mundial e com isso também grande gerador do bagaço do malte [6]
O bagaço de malte é, na grande maioria dos casos, destinado a alimentação
animal, entretanto, novas alternativas que possam agregar valor a este resíduo
vêm sendo estudadas [7]. Algumas destas envolvem a criação de novos produtos e
geração de energia, que poderiam beneficiar o próprio setor de produção de
cerveja e o meio ambiente.
As biomassas lignocelulósicas apresentam elevado potencial para produção de
energia [8] sendo apontada por muitos como prováveis substituintes de
combustíveis fósseis. Tal capacidade dependente do desenvolvimento de
tecnologias que tornem sua conversão econômica e energeticamente viável [9].
Sabe-se que anualmente são produzidos cerca de 220 bilhões de toneladas de
material lignocelulósico no planeta e consequentemente associa-se à essa
produção uma enorme quantidade de resíduos com elevado potencial energético
[10]. Em geral tais resíduos são destinados à alimentação animal, produção de
fibras, combustível ou em compostagem [11], porém é de suma relevância dar a
estes resíduos novas e mais tecnológicas aplicações.
A biomassa lignocelulósica residual é uma fonte potencial de matéria-prima para
produção do bioetanol [12] ou também chamado etanol de segunda geração. Neste
caso, três etapas são necessárias: o pré-tratamento para liberação das moléculas
de celulose e hemicelulose, a hidrólise destas moléculas para liberação dos
açúcares fermentáveis e por fim, a fermentação destes açúcares [13].
Nesse sentido a hidrólise ácida pode ser utilizada no intuito de utilizar este
resíduo de outra maneira. Assim, neste trabalho buscou-se estudar as melhores
condições de tempo de reação, quantidade inicial de matéria bruta, tipo e
concentração de ácido para se realizar a hidrólise ácida da biomassa do malte
para posterior obtenção dos açucares fermentáveis para produção de bioetanol.
Material e métodos
2.1 Pré-Tratamento de amostra
O bagaço composto por 100% malte de cevada foi fornecido pela empresa Stadt
Cervejaria, localizada em Luziânia/GO. A amostra foi seca em forno a gás com
ventilação por um período de 4 horas e temperatura de 90°C. Durante este
processo foram realizadas as análises de determinação do teor de umidade. Após
secagem, a biomassa de malte foi armazenada em sacos plásticos hermeticamente
fechados.
2.1.1 Teor de umidade da biomassa
O teor de umidade foi realizado a partir de 1,0 g de amostra in natura. Cada
alíquota foi pesada em balança analítica dentro de cadinho de porcelana,
previamente limpo. Em seguida, os cadinhos foram submetidos a 90ºC em forno
ventilado e em intervalos de 30 minutos, as amostras foram retiradas do
aquecimento, resfriadas em dessecador, e pesadas em balança analítica. Os
valores de massa das amostras foram anotados para o cálculo do teor de umidade.
2.2 Processo de Hidrólise
2.2.1 Design experimental
Para realizar o objetivo proposto foi realizado o estudo da influência da
concentração do ácido (X1), do tempo de reação em autoclave (X2) e da massa
inicial de biomassa (X3).
Desta forma, foi elaborado um delineamento experimental com três níveis (-1, 0
e +1) para cinco tipos de ácido: sulfúrico, cítrico, oxálico, fosfórico e
tânico. A partir da análise estatística dos resultados da hidrólise obtidos nos
experimentos projetados, foi possível entender de forma acurada quais variáveis
realmente influenciam no processo de hidrólise ácida da biomassa. O delineamento
e as análises das respostas foram realizados empregando o programa computacional
R. Para cada ácido, considerando os parâmetros experimentais e os níveis, foram
delineados 27 experimentos. Desta forma, foram desenvolvidos um total de 135
experimentos.
2.2.2 Hidrólise ácida
Os experimentos foram montados de acordo com o previsto no delineamento. Para
todos os experimentos foram pesadas, em balança analítica, a massa de 1,0 ou 2,5
ou 4,0 g de bagaço de malte, previamente seco e moído. Posteriormente foram
adicionadas alíquotas de 20 ml de cada tipo de ácido na concentração prevista
pelo delineamento.
O teste de hidrólise ácida foi organizado em três grupos, de acordo com o tempo
de reação que foi conduzida em autoclave, esta etapa foi então realizada em 3
bateladas, com 45 experimentos cada. O processo de hidrólise foi realizado a
pressão constante e temperatura de 127°C e 1,6 atm em autoclave (DIGILAB),
durante o tempo de reação de 30, 45 ou 60 minutos. Terminado o tempo de reação,
as amostras foram resfriadas gradativamente para evitar o choque térmico e a
quebra dos frascos. Em seguida, as amostras foram filtradas em um sistema de
filtração a vácuo e armazenadas a temperatura de aproximadamente 16°C até o
momento de determinação do teor de glicose.
2.2.3. Determinação dos açúcares
Para a determinação do teor de glicose, os líquidos filtrados ao final das
reações de hidrólise foram submetidos a um teste enzimático
Resultado e discussão
3.1 Teor de umidade da biomassa
O bagaço de malte utilizado para elaboração deste trabalho teve como resultado
um alto teor de umidade 73,54%, um alto valor que corrobora com o encontrado na
literatura [14]. O teor elevado de umidade é devido ao processo de fabricação da
cerveja, pois o malte absorve bastante água durante este processo.
3.2 Processo de hidrólise
A curva de calibração obtida a partir da curva padrão de glicose foi Y = 1,17 X
- 0,0425, com valor de coeficiente de correlação (R2) de 0,9911. Conhecendo os
valores de Y, que corresponde a absorbância de cada amostra, foi possível
calcular o valor de X, que corresponde a massa de glicose. Alguns resultados
estão representados na Tabela 1. Como foram realizados 135 experimentos, na
Tabela 1 estão expressos os dois melhores resultados para cada tipo de ácido.
Durante a execução das análises ocorreram problemas com as amostras que foram
submetidas ao tratamento com ácido sulfúrico. Alguns frascos explodiram dentro
da autoclave, e outros, que resistiram apresentaram uma biomassa carbonizada.
Cadeias longas de celulose, quando aquecidas a altas temperaturas com ácido
sulfúrico diluído, se quebram em grupos mais curtos de moléculas, que podem
liberar glicose e que, por sua vez, pode ser degradada a hidroximetil furfural
[15]. Quando é usado o ácido sulfúrico as concentrações indicadas com mais
frequência são de 0,5 a 3,0% (v/v) e a temperatura entre 130 a 260ºC. Este,
porém, pode ser um inconveniente sério porque estas condições podem favorecer
reações paralelas, particularmente a decomposição dos açúcares, reduzindo o
rendimento do processo [16].
Os teores de glicose encontrados para as amostras (Tabela 1) não nos permite
avaliar de forma acurada a influência do tipo de ácido utilizado neste processo
juntamente com sua concentração além disso, a quantidade de massa adotada no
processo de hidrólise também causa mudança quanto ao teor de açúcares
encontrados.
Observando a Tabela 1 encontramos valores próximos que são difíceis comparar de
maneira quantitativa. Um exemplo: dois diferentes resultados obtidos para o
experimento empregando o ácido tânico, os de número 26 (0, -1, -1) e 27 (0, 1,
1), ambos utilizando a mesma concentração de 17,5% apresentaram quantidades de
1616,15 e 1357,69 mg de glicose, sendo difícil definir se os valores foram
diferentes devido ao tempo de reação ou porque foram empregadas massas
diferentes. Desta forma, foi realizada a análise estatística.
3.2.1 Análise estatística
Para proceder com a análise estatística no programa estatístico R foi necessária
a transformação dos resultados de massa de glicose obtidos nos experimentos.
Levando em consideração a monotonicidade das funções aplicadas e que o erro do
modelo deve seguir uma distribuição normal para validação da resposta
encontrada, adotados a escala logarítmica a fim de tornar o modelo mais
comportado, garantindo assim, seus pressupostos.
3.2.2 Análise das interações entre as variáveis
Depois da anáoise estatística diversos gráfico de interação foram gerados e pela
análise deles é possível perceber a influência das variáveis na obtenção de
açúcares fermentáveis. Cada gráfico mostra a interação entre duas variáveis e
descreve os resultados obtidos.
Pela análise dos gráficos gerados foi possível observar que o ácido cítrico
apresentou um pior resultado quando submetido a uma concentração de 5%, e que os
ácidos fosfórico e oxálico apresentaram melhores resultados nessa mesma
concentração, ainda assim, valores bem inferiores aos encontrados para o ácido
tânico.
O ácido tânico obteve melhor resultado que os demais ácidos na concentração de
5%, contudo esse é o pior resultado apresentado pelo ácido tânico. Analisando a
concentração de 17,5% o ácido que apresentou o pior resultado foi o fosfórico,
em seguida os ácidos oxálico e cítrico apresentaram valores aproximados. O ácido
tânico apresentou um resultado satisfatório na concentração de 17,5%, nessa
concentração intermediária observamos o melhor desempenho deste ácido.
Para as concentrações de 30%, a mais elevada empregada nestes experimentos, foi
possível observar o pior desempenho do ácido oxálico. Em seguida o ácido
fosfórico apresenta seu melhor resultado nessa concentração, enquanto os ácidos
cítrico e tânico apresentam um decaimento com o aumento da concentração de 17,5%
para 30%. O melhor desempenho apresentado para a interação ácido/concentração de
ácido foi do ácido Tânico em todas as concentrações. Na concentração
intermediária de 17,5%, o ácido tânico mostrou resultados satisfatórios.
O gráfico de interação massa de glicose liberada e massa inicial de biomassa
aponta desempenho dos experimentos com estas variações para cada tipo de ácido.
Para o nível mais baixo (-1) de massa empregado nos experimentos, que
corresponde a 1,0 grama, os ácidos cítrico e fosfórico apresentaram resultados
equivalentes, consequentemente apresentaram também o seu pior desempenho na
quantidade de biomassa igual a 1,0 grama. Os dois ácidos continuam com
resultados aproximados até a massa intermediária, 2,5 gramas, quando o valor
passar a ser 4 gramas esses ácidos apresentam seu melhor desempenho, mas não são
os melhores resultados dentre todos os ácidos analisados.
O ácido oxálico apresenta um crescimento exponencial, cada vez que a quantidade
de massa é aumentada, aumenta também a quantidade de glicose liberada, porém
esse crescimento não é tão significativo. O ácido tânico apresentou os melhores
resultados, dentre todos os ácidos, independente da quantidade de massa. Podemos
observar que a massa de 1,0 grama trouxe valores maiores na quantidade de
glicose liberada para o ácido tânico e o pior desempenho foi com massa
intermediária, 2,5 gramas.
A última interação analisada é a interação entre o tipo de ácido e o tempo de
reação em autoclave para obtenção dos açúcares. Na figura 2, que trata do
gráfico onde estão os resultados obtidos pelos ácidos em contraste com a
variável tempo, foi possível verificar que para todos os ácidos o tempo de 60
minutos foi o que apresentou melhores resultados. Para o tempo de 30 minutos os
ácidos fosfórico e tânico apresentaram seus piores desempenhos enquanto os
ácidos cítrico e oxálico tiveram os piores resultados com 45 minutos de reação.
Dentre todos os ácidos o ácido tânico apresentou melhores resultados
independente da variação do tempo, mas teve o seu melhor desempenho no tempo de
60 minutos.
Outros estudos ainda serão realizados para se empregando o algoritmo genético
para modelagem e otimização dos parâmetros mais adequados para o processo de
liberação dos açúcares fermentáveis a partir do bagaço do malte.
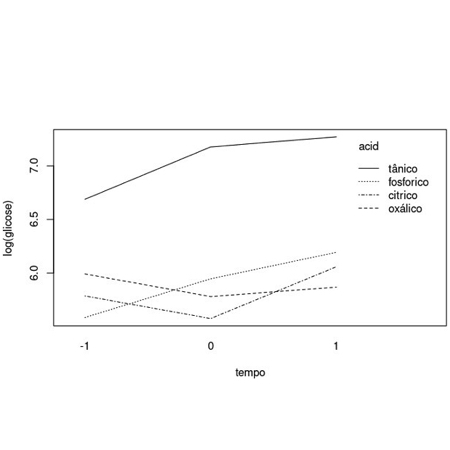
Resposta na interação entre os parâmetros: massa de glicose e tempo de reação.
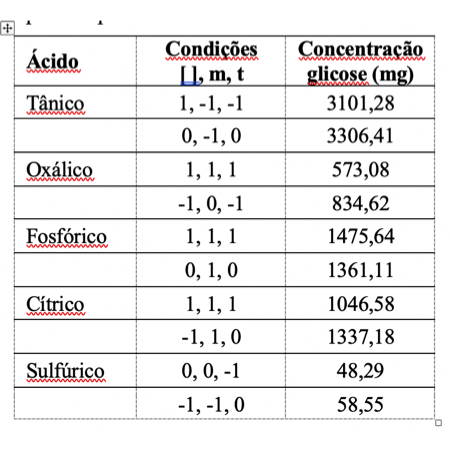
Melhores resultados obtidos para liberação dos açúcares fermentescíveis para cada tipo de experimentos
Conclusões
Em análise aos resultados do delineamento experimental foi possível concluir que
o tempo de 45 minutos se mostrou bastante promissor para que as reações de
hidrólise ácida tivessem bons resultados. Quanto a concentração os melhores
resultados foram obtidos quando o valor de 17,5% foi utilizado. Ao empregar a
concentração inicial de 30,0% os resultados de açúcares produzidos não foram
muito maiores do que aqueles obtidos com as concentrações iniciais de 17,5%, na
verdade apresentam um decaimento com o aumento da concentração. A massa inicial
de 1,0 grama de biomassa resultou nos melhores valores de liberação de açúcares.
Por fim, os estudos das interações são de suma importância na produção de novos
produtos, ter conhecimento aprofundado acerca das influências que no processo de
hidrólise ácida pode proporcionar otimização na conversão da biomassa,
minimizando gastos e tempo. O delineamento experimental e a análise estatística
dos dados obtidos nos experimentos para determinar o melhor conjunto de
parâmetros nas reações de hidrólise ácida nos permitiu validar o pressuposto de
uma possível liberação de açúcares fermentescíveis.
Agradecimentos
Os autores agradecem ao Instituto Federal de Brasília, à BIOCLIN/QUIBASA, à
Fundação de apoio a Pesquisa do Distrito Federal (FAPDF) e ao CNPq.
Referências
1] YUE, D., YOU, F., SNYDER, S.W. Computers & Chemical Engineering, 66 (2014) 36.
[2] SINDHU, R., BINOD P., PANDEY A. Bioresource Technology, 199 (2016) 76.
[3] FREITAS, A. G. Revista Pensamento e Realidade, 30 (2015) 2.
[4] Associação Brasileira Da Indústria Da Cerveja. www.cervbrasil.org.br. Acessado em: 13/04/2022.
[5] MUSSATO, S. I.; DRAGONE, G.; ROBERTO, I. C. Journal of Cereal Science, 43 (2006) 1.
[6] MAIONE, N.R., SUAREZ, C.A.G., RODRIGUES; D.S., MONTANO, I.D.C. Brazilian Journal of development 5 (2019) 15229
[7] BIELI, B. C., MARQUES, D. R., MARCHI, L. B., QUELHAS, J. O. F., CHINELLATO, M. M., MONTEIRO, C. C. F., MONTEIRO, A. R. G. Revista Tecnológica, (2015) 321.
[8] MOUSTAKAS, K., PARMAXIDOU, P., VAKALIS, S. Energy, 191 (2020) 116556.
[9] DE BHOWMICK, G., SARMAH, A.K. SEM, R. Bioresour Technol, 247 (2018) 1144.
[10] RAMBO, M. K. D., RAMBO, M. C. D., ALMEIDA, K. J. C. R., & ALEXANDRE, G. P. Ciência E Natura, 37 (2015) 862.
[11] VLYSSIDES, A., MAI, S., BARAMPOUTI, E.M. Waste and biomass valorization, 6 (2015), 747
[12] REZANIA, S., PONRAJ, M., DIN, M.F.M., SONGIP, A.R., SAIRAN, F.M., CHELLIAPAN, S. Renew. Sustain. Energy Rev. 41 (2015) 943.
[13] SINGH, A., BISHNOI, N.R. Ind. Crops Prod. 37 (2012) 334.
[14] ANDRES, A. I.; PETRON, M.J.; LOPEZ, A.M.; TIMON, M.L. Foods 9 (2020) 1398.
[15] CHAUVAUX, S.; MATUSCHEK, M.; BEGUIN, P. J. Bacteriol. 1999, 181, 2455.
[16] BULLA, R.; GIONZALES, G. S.; PELLEGRINI, F. I. PI0500534-5, 2005.














