Autores
Mesquita, K. (UFRJ) ; Pacheco, H. (UFRJ) ; Pinto, J.C. (UFRJ)
Resumo
Os desempenhos das zeólitas REY e USY foram avaliados na pirólise catalítica de
polietileno e resíduo plástico, visando à obtenção do maior rendimento de
líquido e seletividade para hidrocarbonetos leves na faixa C5-C12. Por meio do
estudo, foi observado que o aumento da temperatura da etapa catalítica
contribuiu para o maior craqueamento dos produtos e rendimento da fração C5-C12,
embora reações de aromatização sejam simultaneamente favorecidas, resultando na
diminuição da qualidade do óleo de pirólise. Ao comparar os resultados para
polietileno e resíduo, identificou-se que o rendimento de líquido foi pouco
afetado pelos contaminantes presentes no lixo. Contudo, os teores das frações
C5-C12 diminuíram, sobretudo para a zeólita USY, embora tenha apresentado um
líquido com melhor qualidade
Palavras chaves
Reciclagem Química; Pirólise Catalítica; Plásticos
Introdução
Por apresentarem características como versatilidade, leveza, resistência,
durabilidade e baixo custo, os materiais plásticos oferecem soluções para
incontáveis necessidades da sociedade, sendo atualmente praticamente impossível
viver sem eles. Diante das consequências dos impactos ambientais gerados no
planeta pelas ações humanas, a preocupação com o meio ambiente vem crescendo nos
últimos anos. Nesse cenário, os plásticos são vistos como um dos principais
vilões, em especial por conta do acúmulo em lixões e aterros sanitários,
transtornos urbanos, poluição de ecossistemas e baixa biodegradabilidade. No
entanto, considerando as inúmeras aplicações e demanda crescente, o problema
gerado no meio ambiente pelos plásticos está associado principalmente à
destinação pós-consumo inapropriada e não ao material em si, como muitos
proclamam. Isso revela um dos problemas ambientais mais urgentes a serem
solucionados nos tempos atuais: o que fazer com o resíduo plástico produzido?
Podemos assumir uma postura melhor do que deixar nosso lixo e os impactos
gerados por ele como herança para as futuras gerações?
Apenas 9 % de todos os resíduos plásticos já produzidos no mundo foram
reciclados, cerca de 12 % foram incinerados, enquanto os 79 %
restantes se acumularam em aterros, lixões ou ambiente natural. Se não houver
mudança nos padrões de consumo atuais e a implantação de práticas de gestão de
resíduos, em 2050 estudos apontam que haverá cerca de 12 bilhões de toneladas de
plástico acumulados em aterros sanitários e no meio ambiente (UNEP, 2018).
Alternativas mais sustentáveis, como o reaproveitamento e os processos de
reciclagem, podem contribuir com a redução da geração de resíduo plástico e da
demanda por matéria-prima virgem para a produção de novos materiais, além de
permitir a redução do consumo de energia e das emissões de CO2 (DUAILIBE,
DELGADO e PINTO, 2019).
Dentre as técnicas de reciclagem química, a pirólise constitui uma alternativa
promissora para a destinação dos resíduos plásticos. Tal processo consiste na
decomposição térmica controlada das cadeias poliméricas a elevadas temperaturas
e na ausência de oxigênio, convertendo o material pirolisado em três frações
principais de produtos: sólido, líquido e gás (WAMPLER, 2006).
A utilização da pirólise em escala industrial para a conversão dos resíduos
plásticos em outros compostos de alto valor agregado está sujeita a alguns
desafios, como: qualidade da matéria-prima, segregação dos materiais, operações
dos reatores, estabilidade e padronização dos produtos finais (ARMENISE et al.,
2021). Diante desse cenário, a busca por melhores conversões, padronização e
qualidade dos produtos pode ser muito beneficiada pelo uso de catalisadores.
A temperatura do processo constitui o parâmetro principal de influência sobre a
distribuição dos produtos obtidos da pirólise térmica. Já a pirólise catalítica
envolve também a atividade do catalisador adotado e sua seletividade para os
produtos de interesse, o que pode contribuir para a obtenção de produtos com
maior valor agregado. Além disso, o uso de catalisadores pode afetar a
temperatura ótima requerida para o processo e levar à diminuição do tempo
característico de operação (DALIGAUX, RICHARD e MANERO, 2021).
Catalisadores ácidos favorecem reações de craqueamento, contribuindo, assim,
para a produção de frações líquidas mais leves e maior produção de gás, em
comparação com a pirólise térmica. Em geral, o líquido produzido nos processos
de pirólise na presença de catalisadores ácidos apresenta uma composição rica em
hidrocarbonetos leves semelhante à da nafta petroquímica, o que justifica o
amplo interesse no estudo desses materiais (DALIGAUX, RICHARD e MANERO, 2021).
Dentre os materiais de caráter ácido estudados como catalisadores no processo de
pirólise de plásticos, as zeólitas se destacam, pois favorecem maior
seletividade na distribuição dos produtos obtidos, como consequência de suas
propriedades de acidez e porosidade (LOPEZ et al., 2017). Na literatura, são
encontrados vários trabalhos que avaliam o desempenho de materiais como HZSM-5,
HUSY, Hβ e HMOR. Porém, percebe-se que, embora a pirólise catalítica se
apresente como uma alternativa interessante para contribuir para a solução da
problemática da destinação dos resíduos plásticos, ainda há muito o que explorar
na busca por soluções para desafios como a redução do consumo de energia no
processo, redução do custo e aumento da disponibilidade de catalisadores mais
ativos, seletivos, resistentes à desativação e de fácil regeneração.
Assim, o presente trabalho pretende avaliar o desempenho das zeólitas REY e USY
na pirólise catalítica de plásticos, visando à obtenção de maiores rendimentos
da fração líquida e maiores seletividades para a produção de hidrocarbonetos
leves na faixa da nafta petroquímica (C5-C12).
Material e métodos
Os materiais adotados como catalisadores no trabalho foram a zeólita REY, que
consiste em uma zeólita Y contendo terras raras como cátions de compensação em
sua estrutura, e a zeólita USY, forma ultraestabilizada da zeólita Y.
Para a caracterização das propriedades físico-químicas dos catalisadores, foram
adotadas as técnicas de fisissorção de N2, para determinação de propriedades
texturais, e dessorção a temperatura programada de amônia (TPD-NH3), para
quantificação dos sítios ácidos.
Os desempenhos dos catalisadores estudados foram avaliados por meio de ensaios
de pirólise realizados em modo ex-situ, ou seja, com a etapa catalítica
ocorrendo separadamente da etapa de degradação térmica. Desse modo, apenas os
vapores oriundos da etapa térmica entram em contato com o catalisador. Tal
modelo de operação possibilita o melhor controle da temperatura na etapa
catalítica, buscando favorecer a atividade do catalisador e a seletividade para
os produtos desejados.
No processo estudado, o material plástico foi convertido em quatro frações
classificadas como: gás (hidrocarbonetos leves não condensáveis), líquido
(espécies condensáveis), sólido (material remanescente não degradado na etapa
térmica) e material retido no catalisador (mistura de coque depositado, água e
produto retido).
As condições operacionais de temperatura da etapa de degradação térmica, tempo
de reação, razão catalisador/alimentação e vazão de N2 foram fixadas em 500 °C,
30 min, 1/1 e 80 mL/min, respectivamente (MIRANDA, 2016; AL-SALEM, 2019; KUMAR e
SINGH, 2013).
Foram realizados ensaios de pirólise utilizando amostra industrial virgem de
polietileno de alta densidade (PEAD), variando a temperatura da etapa catalítica
em 350 °C, 400 °C, 450 °C e 500 °C, visando a identificar a condição que
favorecesse o maior rendimento da fração líquida com composição rica em
hidrocarbonetos leves na faixa de C5-C12, com maior teor de olefinas e parafinas
e menor formação de aromáticos. Em seguida, foram realizados ensaios de pirólise
com resíduo plástico real triturado e seco, proveniente da coleta seletiva de
resíduo sólido urbano da cidade de Carapicuíba-SP, adotando as melhores
condições de temperatura identificadas na etapa anterior. Também foram
realizados experimentos de reação com PEAD e resíduo plástico na ausência de
catalisador, para fins de comparação com os resultados da pirólise catalítica.
A composição química da fração líquida proveniente dos ensaios de pirólise foi
determinada por cromatografia gasosa acoplada à espectrometria de massas (GC-
MS). Já os hidrocarbonetos leves presentes na fração gasosa foram identificados
por cromatografia gasosa.
Os rendimentos das frações de sólido, líquido e gás foram obtidos por balanço de
massa dos componentes da unidade de operação antes e após a reação. Já o teor de
material retido no catalisador foi determinado pela diferença de massa do
catalisador pós-reação antes e após ser submetido ao tratamento térmico de 900
°C por 3 h.
Resultado e discussão
A densidade de sítios ácidos obtida por TPD de amônia foi de 2671 µmol NH3/g e
124 µmol NH3/g para as zeólitas REY e USY, respectivamente, indicando a maior
acidez da zeólita REY.
Por meio dos ensaios de variação da temperatura da etapa catalítica utilizando
PEAD (Fig. 1a) e a zeólita USY como catalisador, foi observado que o rendimento
da fração de líquido diminuiu com o aumento da temperatura e que a quantidade de
gás aumentou, indicando que temperaturas mais elevadas favoreceram o
craqueamento das espécies em produtos mais leves não condensáveis (C1-C4). A
fração de material retido no catalisador diminuiu com o aumento da temperatura e
isso está possivelmente associado ao tipo de coque formado e à maior retenção de
produtos no catalisador quando se opera a temperaturas menores. Já a zeólita REY
apresentou pouca variação de rendimento para as temperaturas de 350 °C e 400 °C
e uma descontinuidade de tendência no rendimento de líquido para a temperatura
de 450 °C em comparação com 500 °C, sendo a condição de 450 °C a que apresentou
o menor rendimento de líquido e a maior produção de gás. Já o teor de material
retido no catalisador apresentou pouca dependência com a temperatura.
Com base na análise da composição do líquido por distribuição do número de
carbonos (Fig. 1b), foi possível observar a tendência dos catalisadores ácidos
de favorecer o craqueamento das espécies oriundas da etapa térmica, ao comparar
os resultados das reações de pirólise catalítica com os de pirólise realizada na
ausência de catalisador. Além disso, identificou-se que o aumento da temperatura
da etapa catalítica favoreceu o maior rendimento da fração C5-C12.
Ao especificar e agrupar as espécies químicas presentes no líquido (Fig. 1(c-
j)), observou-se que, embora as temperaturas mais elevadas favoreçam o maior
craqueamento, tais condições reacionais também contribuem para a maior formação
de aromáticos em detrimento de parafinas e olefinas, sendo esses últimos
produtos mais desejados industrialmente.
Assim, com base nos resultados obtidos de rendimento de líquido, fração C5-C12 e
formação de olefinas e parafinas em detrimento a aromáticos, os ensaios variando
a temperatura da etapa catalítica mostraram que as condições que melhor
favoreceram os produtos de interesse foram 400 e 350 °C para os catalisadores
REY e USY, respectivamente.
A avaliação do desempenho dos catalisadores adotando o resíduo plástico
proveniente da coleta seletiva de resíduo sólido urbano mostrou que ambas as
zeólitas foram capazes de favorecer um rendimento de líquido muito próximo do
obtido com o polímero virgem (Fig. 2a). Também foi observado que, embora a
zeólita REY tenha favorecido um líquido com maior teor de aromáticos (Fig. 2e e
2f), seu rendimento da fração C5-C12 (35%) em comparação com a USY (26%) foi
maior (Fig. 2b).
Ao comparar os rendimentos da fração C5-C12 nas reações com PEAD e resíduo,
percebeu-se que o efeito de craqueamento provocado pelos catalisadores foi
afetado. Isso possivelmente ocorreu devido à influência de contaminantes
presentes no resíduo. Além disso, foi observada a formação de álcoois na
composição do óleo da pirólise, o que se deve à presença de água e contaminantes
oxigenados na composição do resíduo plástico.
Por meio da análise das frações gasosas (Fig. 2g), verificou-se a tendência da
zeólita USY favorecer a maior formação de propeno, enquanto a zeólita REY
contribuiu para a maior produção de propano, em comparação com a pirólise
térmica conduzida com PEAD. Já nos ensaios utilizando o resíduo plástico, foi
observado que a zeólita USY praticamente não afetou a composição do gás, ao
comparar dados dos produtos obtidos na ausência de catalisador, ao passo que a
zeólita REY continuou favorecendo a maior formação de propano.
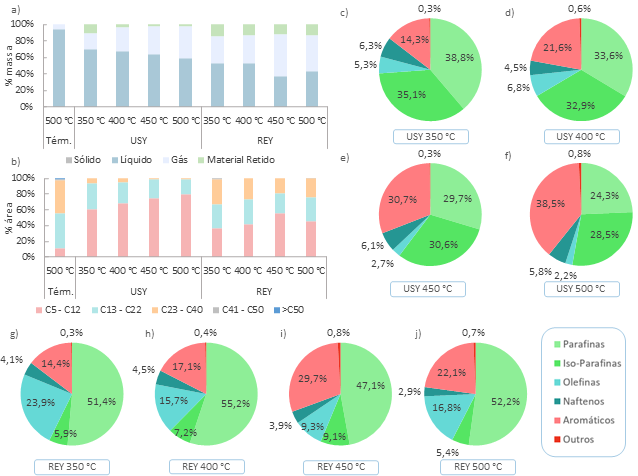
(a) Rendimento dos produtos, (b) composição do líquido por distribuição de número de carbonos e (c- j) por grupos químicos para as reações com PEAD.

(a) Rendimento dos produtos, (b) composição do líquido por faixa de número de carbonos e (d-f) por grupos e (g) composição do gás para o resíduo.
Conclusões
Com base dos ensaios de pirólise utilizando PEAD para avaliar os desempenhos dos
catalisadores REY e USY como função da temperatura da etapa catalítica, constatou-
se o impacto desse parâmetro no rendimento dos produtos da pirólise, assim como na
composição do líquido, o que permitiu selecionar as condições que melhor
favoreceram os produtos de interesse: 400 °C para a REY e 350 °C para a USY.
No presente trabalho também foi evidenciado que, embora afetados pela presença de
contaminações contidos no resíduo plástico proveniente do resíduo sólido urbano,
os catalisadores avaliados favoreceram o craqueamento das espécies e maior
rendimento da fração C5-C12 em comparação com a pirólise térmica. Isso reforça
que, ao serem utilizados na pirólise catalítica, tais materiais constituem
alternativas interessantes capazes de contribuir para a tratativa do problema da
destinação do resíduo plástico, possibilitando convertê-lo em novas matérias-
primas de alto valor agregado.
Agradecimentos
Os autores agradecem a COPPE/UFRJ, o apoio financeiro concedido pela CAPES, CNPq e
FAPERJ e o apoio técnico da Braskem e Petrobras, em relação às amostras de
polímero e catalisador, respectivamente.
Referências
AL-SALEM, S. M. Thermal pyrolysis of high density polyethylene (HDPE) in a novel fixed bed reactor system for the production of high value gasoline range hydrocarbons (HC). Process Safety and Environmental Protection, 2019. 171-179.
ARMENISE, S.; SYIELUING, W.; RAMÍREZ-VELÁSQUEZ, J. M.; LAUNAY, F.; WUEBBEN, D.; NGADI, N.; MUÑOZ, J. R. M. Plastic waste recycling via pyrolysis: A bibliometric survey and literature review. Journal of Analytical and Applied Pyrolysis, v. 158, 2021.
DALIGAUX, V.; RICHARD, R.; MANERO, M.-H. Deactivation and Regeneration of Zeolite Catalysts Used in Pyrolysis of PlasticWastes - A Process and Analytical Review. Catalysts, v. 11, 2021.
DUAILIBE, A.; DELGADO, J. J. S.; PINTO, J. C. Reciclagem Química de Resíduos Plásticos: Tecnologias e Impactos. 1ª. ed. Rio de Janeiro: E-papers, 2019.
KUMAR, S.; SINGH, R. K. Thermolysis of High-Density Polyethylene to Petroleum Products. Journal of Petroleum Engineering, 2013.
LOPEZ, G.; ARTETXE, M; AMUTIO, M.; BILBAO, J.; OLAZAR, M. Thermochemical routes for the valorization of waste polyolefinic plastics to produce fuels and chemicals. A review. Renewable and Sustainable Energy Reviews, v. 73, 346–368, 2017.
MIRANDA, D. M. V. D. Degradação térmica e catalítica dos polímeros poli(acrilonitrila-co-butadieno-co-estireno) (ABS) e poliestireno de alto impacto (HIPS) oriundos de resíduos eletroeletrônicos. UFRJ/COPPE. Rio de Janeiro. 2016.
UNEP. Single-Use Plastics: A Roadmap for Sustainability. UNEP - United Nations Environment Programme. 2018.
WAMPLER, T. P. Applied Pyrolysis Handbook. 2ª. ed. CRC Press, 2006.














