Autores
Pereira, A.R. (INSTITUTO FEDERAL DO MARANHÃO) ; Sousa, W.S. (INSTITUTO FEDERAL DO MARANHÃO) ; Vieira, J.S.C. (INSTITUTO FEDERAL DO MARANHÃO) ; Rodrigues, M.R.M. (INSTITUTO FEDERAL DO MARANHÃO) ; Pessoa, T. (INSTITUTO FEDERAL DO MARANHÃO) ; Cesário, V.M. (INSTITUTO FEDERAL DO MARANHÃO) ; Morais, T.B. (INSTITUTO FEDERAL DO MARANHÃO) ; Santos, J.C.S. (INSTITUTO FEDERAL DO MARANHÃO) ; Ano, J.D.A. (INSTITUTO FEDERAL DO MARANHÃO) ; Moraes, D.S. (INSTITUTO FEDERAL DO MARANHÃO)
Resumo
Óleo de baixo valor agregado extraído do pequi de forma rudimentar foi tratado
previamente pelo processo de degomagem para tornar a obtenção de biodiesel
ambientalmente sustentável. A caracterização físico-química do óleo in natura
revelou alto teor de ácidos graxos livres e umidade. O óleo degomado foi submetido
ao processo de transesterificação por rota metílica homogênea básica para a
obtenção de biodiesel, que por sua vez foi desumidificado utilizando sais secantes
inorgânicos. Os resultados obtidos indicaram que o uso de sais secantes não foi
adequado para que a desumidificação das amostras estudadas, a partir do óleo de
pequi tratado por degomagem, atingissem a especificação exigida pela ANP através
da Resolução 045/2014, cujo limite máximo é de 250 ppm/ Kg da amostra.
Palavras chaves
Sais secantes; Desumidificação; Biodiesel
Introdução
O biodiesel é um combustível oriundo de fontes renováveis de energia. O método
mais utilizado para sua produção é a transesterificação por catálise homogênea
básica, uma reação química que ocorre entre uma matéria-prima graxa e álcool de
cadeia curta na presença de um catalisador básico (MONTEIRO et al., 2008; CHOI
et al., 2014).
O principal emprego do biodiesel, na atualidade, é como aditivo no diesel
fóssil, mistura que é utilizada principalmente como combustível em motores de
combustão interna com ignição por compressão. Essa mistura é classificada de
acordo com a quantidade de biodiesel adicionado ao diesel, usualmente
constituem-se de 5% (B5) a 30% (B30) de biodiesel com diesel mineral, podendo
até mesmo ser utilizado na sua forma pura (B100). No Brasil utiliza-se o (B10),
ou seja, 10% de biodiesel agregado ao diesel (GARCEZ, VIANNA, 2009; SINGHJ,
SINGH, 2010; RAMOS et al., 2011).
Por ser passivo de conter contaminantes que podem acarretar problemas de ordem
ambiental, mecânica e de saúde pública, o uso do biodiesel na qualidade de
biocombustível está condicionado a padrões de controle de qualidade que devem
ser rigorosamente atendidos conforme os limites de especificação exigidos pelo
órgão fiscalizador que no Brasil é a Agência Nacional de Petróleo, Gás Natural e
Biocombustível (ANP). Dentre outros, o teor de água é um parâmetro de extrema
importância para garantir a qualidade e o bom desempenho do biodiesel (DELFINO,
2014).
O grau de pureza do biodiesel sofre influência dos glicerídeos, triglicerídeos,
teor de água livre, excesso de álcool, glicerina e catalisador que não reagiu
completamente ao longo do processo de transesterificação. A água livre é
proveniente da produção do biodiesel que é submetido ao processo de purificação
no qual, é utilizada para lavagem do biodiesel, ou ainda, absorvida pelo
biodiesel no transporte e armazenamento (CAVALLARO, 2010).
Após o termino reacional de transesterificação, o biodiesel formado passa pelas
etapas de purificação e desumidificação. De acordo com a ANP, o biodiesel
(produto) separado da glicerina (subproduto) e ainda impuro deve ser submetido a
uma lavagem com solução ácida de baixa concentração e com água até tornar-se
límpido e isento de impurezas (GALLINA et al., 2010).
O método de purificação por via úmida, que consiste na utilização de solução
ácida e sucessivas lavagens com água fervente, é largamente empregado para
remover excesso de contaminantes e reagentes do biodiesel. Quando ocorre a
formação de sabão no biodiesel a lavagem aquosa pode acarretar o surgimento de
emulsões que dificultam a separação de ácidos graxos livres (AGL) e ésteres
formados. A lavagem com solução ácida remove o catalisador não reagente, reduz a
formação de emulsões e quebra as moléculas do sabão presentes no biodiesel
(AQUINO, 2012). Segundo Cvengros (1998), a lavagem ácida é altamente relevante
no processo de purificação do biodiesel, visto que os sais de ácidos graxos
(sabões) são convertidos novamente em AGL e sais respectivamente.
No decurso do processo produtivo de biodiesel por transesterificação homogênea
básica, o biodiesel é submetido à etapa de purificação através da adição de
água, lavagem com ácido, solução de cloreto de sódio (NaCl) e secagem. A
absorção de umidade e os processos degradativos do biodiesel são originários da
quantidade excedente de água gerada durante sua purificação, transporte e
armazenamento, decorrente do seu perfil higroscópico, contribuindo para a
impregnação de água, peróxidos e derivados graxos de ácidos carboxílicos que
afetam negativamente a qualidade deste. Dependendo do teor de água no biodiesel
podem ocorrer reações de hidrólise e proliferação microbiana, que elevam sua
degradação ácida, instabilidade oxidativa e precipitação da glicerina. Tais
fatores acarretam perda de potência dos motores automotivos, corrosão,
entupimento e problemas de arranque (DELFINO, 2014; BRASIL, 2014).
O processo de purificação do biodiesel por via úmida contribui para a absorção
de água livre, que pode ser removida por desumidificação com a utilização de
sais secantes. De acordo com a Resolução de n° 45 de 2014 da Agência Nacional de
Petróleo, Gás Natural e Biocombustíveis (ANP), o biodiesel propício para consumo
deve conter água e sedimentos em torno de 200 mg/Kg de biodiesel no máximo.
A adequação de matérias-primas oleaginosas de baixa qualidade na obtenção
sustentável de biodiesel é de fundamental importância, contribuindo com a
redução do custo final da produção de biodiesel e com a preservação ambiental. O
grande desafio é introduzir tecnologias capazes de viabilizar o processamento do
biodiesel a partir de matérias primas de baixo valor agregado.
Assim, o presente estudo teve como objetivo geral produzir biodiesel
ambientalmente sustentável a partir do óleo vegetal de pequi previamente
tratado. De forma específica, avaliou-se a eficiência de diferentes sais
secantes no processo de desumidificação do biodiesel derivado do óleo de pequi
degomado.
Material e métodos
A matéria-prima graxa utilizada no decurso desta pesquisa foi o óleo de pequi
adquirido junto a agricultores familiares da mesorregião do Alto Turi, contexto
este onde está inserido o município de Zé Doca-MA, local do estudo.
A matéria-prima foi transportada para os Laboratórios de Químico e de
Biocombustíveis do IFMA-Campus Zé Doca, onde foram caracterizadas físico-
quimicamente antes e depois do tratamento em termos de Índice de Acidez (I.A),
teor de Ácidos Graxos Livres (AGL), teor de umidade (%H2O), Densidade (D) e
Índice de Saponificação (Is) conforme recomendam Moreto et al. (2002), TECBIO
(2008), Instituto Adolfo Lutz (2005) e Melo et al. (2012). As análises foram
realizadas em triplicata, totalizando 48 ensaios no decurso deste trabalho.
DEGOMAGEM AQUOSA
As amostras de óleo de pequi foram aquecidas após a adição de 5% de água
fervente em relação à massa base do referido óleo, a mistura foi mantida sob
aquecimento por 30 minutos a 70 °C, em constante agitação durante 30 minutos.
Posteriormente, submetida à centrifugação para separação das gomas hidratadas do
óleo. Finalmente, as amostras serão desumificadas em estufa a 100 °C durante 6
horas e liberadas para análises.
DEGOMAGEM ÁCIDA
O óleo vegetal de pequi foi tratado pela técnica de degomagem ácida. As amostras
foram aquecidas até 70°C durante 30 minutos numa chapa de aquecimento e
adicionados lentamente 5% de ácido fosfórico em relação à massa base do óleo
bruto. Em seguida a mistura foi adicionada em um funil de decantação para
separação de fases. Após a separação, o óleo foi submetido à centrifugação
durante 20 minutos a 3300 rpm numa centrífuga marca RAF:55400, modelo 206
BL da Fanem. Posteriormente as amostras foram submetidas a uma segunda
decantação e neutralizadas com solução alcalina de hidróxido de sódio a 0,2
molL-1 e submetidas a uma terceira decantação. Finalmente foram desumificadas e
liberadas.
PRODUÇÃO DE BIODIESELA PARTIRDO ÓLEO DE PEQUI TRATADO
A produção de biodiesel foi realizada num balão de fundo chato, com capacidade
de 500 mL, acoplado em um sistema de refluxo.
Em um experimento típico, 0,7g do catalisador NaOH, dissolvido em 71,5g (2,2340
mol) do agente transesterificante, metanol, foram adicionados a 70,0 g (0,2482
mol) do óleo de partida (pequi). A razão molar entre a massa base do óleo e o
metanol (MeOH) residiu em 1:9 (uma parte de óleo para 9 partes do MeOH) e 1% do
catalisador em relação à massa do óleo de pequi. O sistema foi mantido em
agitação magnética rigorosa ao longo do processo. O tempo reacional consistiu de
60 minutos e a temperatura, de 70 °C.
A mistura reacional foi adicionada em um funil de decantação para separação de
fases. A fase inferior, glicerinosa (subproduto), foi descartada e a fase
superior (mistura de ésteres metílicos) foi lavada com água acidulada de ácido
sulfúrico (H2SO4 a 0,01 Mol. L-1) e posteriormente, com água aquecida até que o
produto final ficasse límpido.
Resultado e discussão
CARACTERIZAÇÃO FÍSICO-QUÍMICA DO ÓLEO DE PEQUI IN NATURA
Os principais parâmetros que podem contribuir negativamente para a conversão do
óleo em biodiesel são o teor de ácidos graxos livres (AGL) e o teor de água (%
H2O). O ideal é que a matéria-prima oleaginosa seja isenta de água ou contenha
no máximo 0,25 % H2O e teor de ácidos graxos, menor ou igual a 0,5% (AGL ≤
0,5%). Os resultados obtidos indicaram que o óleo de pequi não está propício
para a produção de biodiesel, uma vez os teores médios de água e AGL foram 0,95
e 3,62 % respectivamente. Neste sentido, realizou o tratamento prévio pelo
método de degomagem ácida e aquosa paralelamente,visando a redução do teor de
AGL.
O índice de acidez é um parâmetro de qualidade que indica a quantidade de ácidos
graxos livres originários da hidrólise dos glicerídeos. Um elevado teor de AGL é
indicativo de que o óleo está sofrendo quebra nas cadeias dos gliceróis,
liberados os seus principais constituintes. Segundo Vieira et al.(2017), a
acidez dos óleos tende a aumentar com o prolongamento de seu armazenamento em
face de ocorrer oxidação dos ácidos graxos livres, podendo comprometer o seu
aroma, cor e sabor, devido ao processo de rancidez do mesmo. Os altos valores de
acidez encontrados para as amostras estudadas podem estar relacionados com o
tempo de armazenamento das amostras (4 meses) e também com a maneira rudimentar
pela qual óleo foi extraído.
No tocante ao teor de umidade verificou-se que as amostras analisadas revelaram
teor de água na faixa de 0,97 %. Neste sentido, o processo de desumidificação
precisa ser melhorado também para o óleo de pequi se torne propício para o
processo de transesterificação por catálise homogênea básica e consequentemente,
coloque o biodiesel na rota de excelência de energia limpa garantindo
produtividade e competitividade sustentável e ambiental. Em 2017, Vieira et al.,
determinaram o perfil oleoquímico de diferentes óleos vegetais. Nesse ínterim,
foram revelados 0,98 % AGL (± 0,00) e ) 0,31 %H2O para o óleo in natura extraído
da polpa e das amêndoas do pequi no período de safra. As amostras foram
analisadas logo após a extração diferentemente deste trabalho, onde as amostras
permaneceram estocadas durante 4 meses.
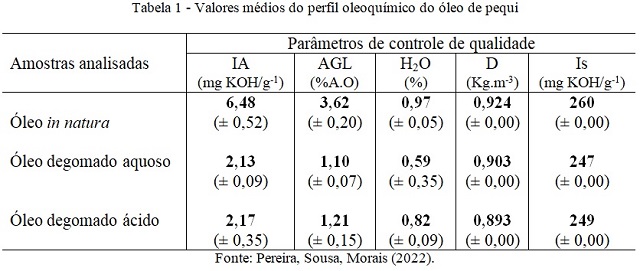
A Tabela 1 destaca os resultados obtidos no decorrer dos ensaios de
caracterização do óleo de pequi tratado pelas técnicas de degomagem ácida e por
degomagem aquosa.
Na Tabela 1, ao se comparar os valores médios revelados para a amostra de óleo
de pequi in natura com os valores médios revelados para o óleo de pequi tratado
por degomagem aquosa e ácida, verifica-se que no processo de degomagem aquosa o
teor de ácidos graxos livresfoi reduzidoem cerca de 70,0 %(ao passar de 3,62% ±
0,20 para 1,10% ±0,07) e na degomagem ácida aos resultados revelados para o óleo
de pequi durante o tratamento de degomagem ácida observou-se uma redução de 67,0
% de AGL (ao passar de 3,62% ± 0,20 para 1,21% ±0,15) indicando que o tratamento
por degomagem foi efetivo, porém, não eficaz o suficiente para tornar o óleo de
pequi apto para o processo de transesterificação. Um óleo contendo AGL≥ 0,5%
pode inativar o catalisador e gerar sais de ácidos graxos (sabão) e reduzir a
geração de biodiesel (CASTRO, 2019). Embora a redução seja significativa, o
tratamento do óleo in naturaatravés do refino por degomagem, seja aquosa, seja
ácida, não atingiu a especificação desejada na ordem de 0,5% nas amostras
analisadas, indicado que a rota reacional do refino por degomagem precisa ser
adequada visando à redução do teor de ácidos graxos ainda mais. Silva, Arrudas e
Rodrigues (2015) avaliaram o processo de refino dos óleos vegetais de babaçu
(Orbignya speciosa) e de buriti (Mauritia flexuosa) visando a remoção de
fosfatídeos hidratáveis e não hidratáveis pela técnica de degomagem aquosa e
ácida respectivamente. Diferentemente deste trabalho, conseguiram reduzir a
acidez do óleo de babaçu em 59% e do óleo de buriti em 17,6% por degomagem
aquosa. Por outro lado, conseguiram reduzir a acidez do babaçu em 79% e do óleo
de buriti em 30% por degomagem ácida.
No tocante aos parâmetros índice de acidez (IA) e densidade (D), observou-se que
os resultados obtidos com as amostras tratadas ficaram próximos dos resultados
obtidos para o óleo de pequi in natura. Tais resultados já eram esperados, uma
vez que o tratamento por degomagem aquosa e ácida visou a redução de ácidos
graxos livres (AGL) e não alteração nas moléculas do óleo em análise.
Outro parâmetro de controle de qualidade que eleva os custos do processo e a
obtenção ecologicamente sustentável de biodiesel é o teor de água contido na
matéria graxa. A Tabela 1 mostra valores médiosdo teor de água da amostra de
óleo de pequi tratado por degomagem aquosa. Na referida tabela observou-se uma
redução de aproximadamente 39% H2O em relação à amostra de óleo in natura.
Também mostra uma redução em torno de 15% H2O quando o óleo de pequi foi tratado
previamente pela técnica de degomagem ácida. A água contida no óleo de partida
para à obtenção de biodiesel propicia o processo de hidrólise do biocombustível,
reduz sua capacidade oxidativa, além disso, pode acarretar danos nos motores
automotivos como, por exemplo, o entupimento dos filtros de combustível.
PROCESSO DE DESUMIDIFICAÇÃO DO BIODIESEL COM SAIS SECANTES
Em termosde absorção de água, o biodiesel tem higroscopicidade superior à do
óleo diesel derivado do petróleo. Temperaturas elevadas tendem a favorecer o
biodiesel absorver umidade. O processo de oxidação origina água livre, ácidos
graxos livres e ácidos orgânicos (AQUINO, 2012). O controle de água absorvida
pelo biodiesel é fundamental importância para garantir um produto de qualidade.
A presença de água no biodiesel pode desencadear reações de hidrólise, o
surgimento de microrganismos, corrosão em tanques de estocagem com disposição de
sedimentos e originar produtos de degradação, aumento da acidez, instabilidade
oxidativa e precipitação de glicerina (HASEEB et al., 2010).
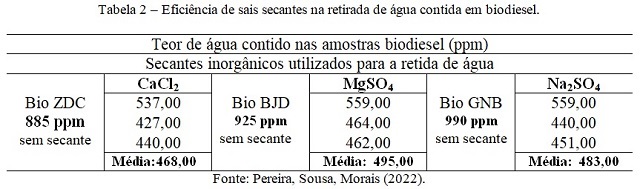
O teor de água das amostras de biodiesel derivado do óleo de pequi degomado foi
obtido pelo método coulométrico de Karl Fischer. Tais resultados são ilustrados
na Tabela 2.
As amostras de biodiesel purificadas sem a adição de sais secantes apresentam
teores de água superiores à especificação da Resolução 045 de 25/08/2014 da ANP.
Durante a etapa de purificação do biodiesel obtido por transesterificação
homogênea básica do óleo de pequi previamente degomado empregou-se solução de
0,1 mol. L-1 de H2SO4 e sucessivas lavagens com água fervente visando a remoção
de sais de ácidos graxos (sabão) e outros inconvenientes, que por sua vez
influenciou significativamente para a elevação da água no biodiesel.
O biodiesel com elevado teor de água foi divido em três diferentes amostras (Bio
ZDC, Bio BJD e Bio GNB) as quais foram desumidificadas com a adição de 5% de
sais secantes inorgânicos em relação à massa do biodiesel conforme mostra a
Tabela 2. A amostra Bio ZDC inicialmente com 885 ppm/Kg foi desumidificada com
cloreto de cálcio (CaCl2)e reduziu o teor de água em torno de 47% ao passar para
468 ppm/Kg da amostra. A amostra Bio BJD recebeu adição de sulfato de magnésio
(MgSO4), o qual reduziu o teor de água em 46,5% passando de 925 ppm/Kg para 495
ppm/Kg. Já a mostra Bio GNB que inicialmente continha 990 ppm/Kg de água foi
purificada com o sulfato de sódio anidro (Na2SO4) passando para 483 ppm/Kg ,
obtendo-se um rendimento na ordem de 51%.
Os resultados revelados para as amostras de biodiesel desumidificadas com sais
secantes inorgânicos nos levaram a inferir que o uso de sais secantes não é um
procedimento adequado para à remoção do teor de água do biodiesel metílico
produzido a partir do óleo de pequi tratado por degomagem, uma vez que a adição
dos referidos sais não contribuiu para que a etapa de desumidificação das
amostras de biodiesel estudadas atingissem a especificação exigida pela ANP
através da Resolução 045 de 25/08/2014, cujo o limite máximo é de 250 ppm/Kg da
amostra.
Valores médios do perfil oleoquímico do óleo de pequi.
Eficiência de sais secantes na retirada de água contida em biodiesel.
Conclusões
O teor de umidade presente nas amostras de biodiesel analisadas foi ocasionado
pela absorção de água proveniente do excesso de metanol, pelas reações paralelas
ao processo de transesterificação por catálise homogênea básica e principalmente
pelas etapas de purificação e de desumidificação do biodiesel produzido a partir
do óleo de pequi degomado que visaram à remoção de sabão, ácidos graxos livres,
metanol em excesso e glicerina presentes no biodiesel.
O ponto central deste trabalho foi a tentativa de remoção da água absorvida
pelas amostras de biodiesel com a utilização de sais inorgânicos secantes. Foi
possível verificar que os sais secantes não foram capazes de reduzir o teor de
água presente nas amostras analisadas e dessa forma atender às especificações da
Resolução 045/2014 da ANP. O CaCl2, o MgSO4 e o Na2SO4 apesar de reduzirem a
água presente nas amostras de biodiesel na faixa de 46,5 – 51% atingindo uma
faixa de 468-495 ppm/ Kg de amostra não foi suficiente para atender a
especificação da ANP, cujo valor máximo de água reside em 250 ppm/ Kg da amostra
o que nos levou a inferir que o uso de sais secantes não é adequado para reduzir
o teor de água presente no biodiesel metílico obtido com óleo de pequi degomado.
As etapas de purificação e desumidificação utilizadas no decurso do processo
produtivo de biodiesel são de fundamental importância para que suas propriedades
satisfaçam as especificações exigidas pela ANP, uma vez que o biodiesel
degradado e fora das especificações pode se tornar corrosivo. Dessa forma, é de
suma importância a implementação métodos de purificação e desumidificação
eficazes ao ponto de redimir e/ou eliminar os problemas causados pela água
absorvida e tornar o biodieselcompetitivo e ambientalmente sustentável.
Agradecimentos
À Fundação de Amparo à Pesquisa e ao Desenvolvimento Científico e Tecnológico do
Maranhão (FAPEMA); Instituto Federal do Maranhão-Campus Zé Doca (IFMA-Campus Zé
Doca); Grupo de Pesquisas em Análises Químicas Sustentáveis (GPAQS).
Referências
AGÊNCIA NACIONAL DE PETRÓLEO, GÁS NATURAL E BIOCOMBUSTÍVEIS (ANP). Resolução 045 de 25 de novembro de 2014. Disponível em: www.anp.gov.br. Acesso em julho de 2021.
CASTRO, W.S. Extração e preparação do óleo de gongo (Pachymerus nucleorum) para obtenção de biodiesel por rota metílica. Zé Doca, 2019, 47f. Graduação (Licenciatura em Química) – Instituto Federal do Maranhão – Campus-Zé Doca, 2019.
CHOI, O.K.; SONG, J.S.; CHA, D.K.; LEE, J.W. Biodiesel production from wet municipal sludge: Evaluation of in situ transesterification using xylene as a cosolvent. Bioresource Technology, 166, 51–56, 2014;
GARCEZ, C. A. G.; VIANNA, J. N. S. Brazilian Biodiesel Policy: Social and environmental considerations of sustainability. Energy, 34, 645-654, 2009;
INSTITUTO ADOLFO LUTZ. Normas analíticas do Instituto Adolfo Lutz, vol. 1: Métodos químicos e físicos para análise de alimentos –óleos e gorduras. 5 ed. São Paulo, IMESP, 2005.
MELO, P. C. et al. Avaliação termogravimétrica dos óleos (amêndoa e mesocarpo) da macaúba (Acronomia aculeata)para produção de biodiesel. In: Anais do 5º Congresso da Rede Brasileira de Tecnologia de Biodiesel e 8º Congresso de Plantas Oleaginosas, Óleos, Gorduras e Biodiesel, 5, 2012, Salvador (BA). Anais... Salvador: RBTB, 2012.
MONTEIRO, M.R.; AMBROZIN, A.R.P.; LIÃO, L.M.; FERREIRA, A.G.F. Critical review on analytical methods for biodiesel characterization. Talanta 77, 593–605, 2008;
RAMOS, L. P.; SILVA, F. R.; MANGRICH, A. S.; CORDEIRO, C. S. Tecnologias de Produção de Biodiesel. Rev. Virtual Quim. 3, 385-405, 2011;
SILVA, D.S.; ARRUDAS, S. R.; RODRIGUES, M. T. S. Avaliação do refino de óleo de babaçu (Attalea vitrivir) e buriti (Mauritia flexuosa) pelos processos de degomagem ácida e aquosa. In: 9° FORUM DE ENSINO, PESQUISA, EXTENSÃO E GESTÃO (FEPEG), Belo Horizonte (MG), 23 a 26 de setembro de 2015.
SINGH, S.P.; SINGH, D. Biodiesel production through the use of different sources and characterization of oils and their esters as the substitute of diesel: A review. Renewable and Sustainable Energy Reviews, 14, 200–216, 2010;
TECNOLOGIAS BIOENERGÉTICAS. Procedimento operacional padrão da Brasil Ecodiesel – Análise do controle de Qualidade, 30p, 2008.
VEIRA, J. S. C.; SOUSA, T. L.; ROSAS, L. S.; LIMA, A. L.; RONCONI, C. M.; MOTA, C. J. A. Esterificação e transesterificação homogênea de óleos vegetais contendo alto teor de ácidos graxos livres. Quim. Nova, vol. 41, n. 1, p.10-16, 2017.
VIEIRA, J. S. C. et al. Clarificação r desodorização de óleo vegetal de babaçu (Orbignya speciosa) para fins alimentícios. Braz. J. of Develop., vol 6, nr. 9, p67489-67498, 2020.
VIEIRA, J.S.C. Síntese de catalisadores heterogêneos ácidos e básicos para a produção de biodiesel. Rio de Janeiro, 2017, 144f. Tese (doutorado) – Programa de Pós-Graduação em Engenharia de Processos Químicos. Escola de Química. Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2017.














