Caracterização mecânica de filmes à base de fécula de batata e amido de milho
ISBN 978-85-85905-25-5
Área
Materiais
Autores
Fonseca, M.H.F. (UFERSA) ; Barbosa, L.M. (UFERSA) ; Gonçalves, F.C.P. (UFERSA) ; Pereira, K.R.A. (UFERSA) ; Aroucha, E.M.M. (UFERSA) ; de Menezes, F.L.G. (UFERSA) ; Peixoto, P.H.A. (UFERSA) ; Leite, R.H.L. (UFERSA) ; dos Santos, F.K.G. (UFERSA) ; da Silva Junior, M.Q. (UFERSA)
Resumo
A crescente preocupação com o uso dos polímeros sintéticos tem impulsionado as pesquisas na busca de polímeros de fontes naturais, que possam ser recicláveis e com tempo de degradação menor para diversas aplicações. Os biofilmes têm sido uma alternativa nas embalagens alimentícias. O objetivo deste trabalho é desenvolver e caracterizar mecanicamente filmes à base de fécula de batata (FB) e amido de milho (AM) com adição do glicerol. O método casting foi utilizado para a fabricação dos filmes e a secagem ocorreu em estufa com recirculação de ar a 50°C por 5h. Foi realizado ensaio de tração nas amostras e obteve-se valores de limite de resistência a tração (LRT), alongamento na ruptura (Al) e módulo de elasticidade (ME).
Palavras chaves
filme; amido; propriedades mecânicas
Introdução
Os polímeros sintéticos, têm sido a solução mais prática e econômica no ramo das embalagens alimentícias, uma vez que exibem boas propriedades mecânicas se apresentam em grande disponibilidade, além de terem um baixo custo e mostrarem boa resistência à água e gordura. Para aplicação na indústria alimentícia, os polímeros sintéticos apresentam também como vantagens a capcidade de estiramento e a transparência. (NANDI, 2018) No entanto, mesmo com todas essas vantagens, o interesse por materiais que tenham um tempo menor de degradação é crescente. (OLEYAEI, 2016) Associado a este, tem-se também o interesse por materiais que possam ser recicláveis e não agridam o meio ambiente. Dessa forma, surge o interesse por embalagens produzidas de polímeros naturais. (VIÉGAS, 2016) Henrique (2008) define o biofilme como filme de pequena espessura oriundo de materiais biodegradáveis que atuam como barreira a elementos externos, protegendo o alimento de danos físicos e biológicos, bem como aumentando sua vida útil. O filme pode ainda, fornecer nutrientes adicionais, os quais podem agir na melhoria das características sensoriais do alimento, bem como agente antimicrobiano. (HU, 2009) Alguns fatores influenciam diretamente o desempenho de um biofilme: a composição, o processo de formação, a aplicação, concentração das macromoléculas, tipo de suporte, condições ambientais e condições de secagem. (VIÉGAS, 2016) As blendas poliméricas, ou seja, a junção de dois ou mais polímeros com adição de um solvente e um plastificante, são uma alternativa a fim de otimizar as propriedades do biofilme, bem como compensar as propriedades baixas de um material com as características do outro. (ALMEIDA, 2013) O amido é considerado o polímero natural mais promissor, em função de se apresentar em grande disponibilidade na natureza, é biodegradável e tem baixo custo. (DAI, 2015) É a fonte principal de armazenamento de carboidratos em plantas. (BERGEL, 2018) O amido de milho tem predominado na fabricação de embalagens biodegradáveis. (LUCHESE, 2017) Porém, o amido apresenta a desvantagem de ser um material com baixas propriedades mecânicas, além de ter um caráter bastante hidrofílico. (ALMASI, 2011) O amido pode ser processado tendo sua estrutura granular quebrada através de meios mecânicos e energia na presença de água e plastificante. (REN, 2017) É composto de amilose e amilopectina. A amilopectina apresenta como características alta ramificação e alto peso molecular e a amilose possui principalmente moleculas lineares e médio peso molecular. O alto teor de amilose implica em excelente desempenho mecânico. Cada tipo de amido tem sua concentração específica de amilose. A amilose tem propriedades gelificantes mais fortes que a amilopectina, já que suas moleculas lineares formam ligações de hidrogênio. (WANG, 2017) O fósforo presente na amilopectina da fécula de batata tem carga negativa e repulsiva, o que pode causar o inchaço dos grânulos da fécula de batata na presença de água quente, além de alta viscosidade e transparência. (NAFCHI, 2014) As proteínas da batata, quando comparadas com proteínas de outros vegetais, além de apresentarem alto valor nutricional, exibem também boas propriedades gelificantes. (REINELT, 2018) Os filmes a base de amido necessitam da adição de plastificantes a fim de melhorar suas propriedades físico-químicas e mecânicas, já que este tipo de filme possui caráter hidrofílico e propriedades mecânicas pobres em relação aos filmes de polímeros sintéticos. (DAI, 2015) O glicerol é o plastificante mais utilizado, uma vez que ganha acesso com facilidade entre as ligações de hidrogênio das cadeias polissacarídeas, aumentando o espaçamento intermolecular, o que faz com que cresça o valor da elasticidade do filme. (LI, 2015) O método casting é a prática laboral mais utilizada para a fabricação de filmes biodegradáveis. Essa técnica se baseia no espalhamento da solução em uma placa de vidro. A secagem pode ocorrer de forma natural ou pode ser acelerada por aquecimento em estufa. (VIÉGAS, 2016) Na avaliação de propriedades como uniformidade do filme, reptibilidade das medidas de suas propriedades e validade da comparação entre filmes é relevante a análise da espessura dos filmes. O controle dessa propriedade não é fácil. Com o conhecimento da espessura do material é possível obter informações a respeito das propriedades de barreira aos gases e ao vapor d’água, bem como propriedades mecânicas. (HENRIQUE, 2008) O objetivo deste trabalho é desenvolver e caracterizar mecanicamente filmes a base de fécula de batata e amido de milho variando suas concentrações, porém mantendo fixa a massa seca total em 3%. O plastificante é o gliecerol. Os ensaios de tração disponibilizam análise de limite de resistência a tração, alongamento na ruptura e módulo de elasticidade.
Material e métodos
A fécula de batata utilizada para a fabricação dos biofilmes foi fornecida pela empresa Kouzina Alimentos Saudáveis (Brasil), o amido de milho foi oriundo da fabricante 3 Corações Alimentos SA e o glicerol bidestilado P.A., da empresa Dinâmica- Química Contemporânea Ltda. Foram realizados 10 experimentos diversificando a concentração da fécula de batata e do amido de milho, mantendo-se constante a concentração de glicerol como 20% da massa seca. A Tabela 1 mostra as variações de concentrações das variáveis independentes para a fabricação dos filmes. Tabela 1 - Composição dos filmes Variação dos componentes FB (%) AM (%) Glicerol Água (ml) 1 100 0 20%M.S 100 2 0 100 20%M.S 100 3 50 50 20%M.S 100 4 50 50 20%M.S 100 5 50 50 20%M.S 100 6 50 50 20%M.S 100 7 66,66 33,33 20%M.S 100 8 33,33 66,66 20%M.S 100 9 16,66 83,33 20%M.S 100 10 83,33 16,66 20%M.S 100 Fonte: Autoria própria, 2019 O método utilizado foi o casting, utilizando 3% de massa seca. Os componentes foram pesados em uma balança analítica de precisão digital (AY220 da Marte) com resolução de 0,0001g no Laboratório de Processos Químicos da Universidade federal Rural do Semi- Árido (UFERSA). Foram feitas as misturas puras de fécula de batata e amido de milho. O laboratório apresenta temperatura média de 25°C e umidade relativa de aproximadamente 50%. As soluções foram despejados em bandejas e acrílico 15cm x 15cm e foram submetidas à desidratação forçada em estufa com recirculação de ar (TE-394/1 da TECNAL) do Laboratório de Análises Químicas da Universidade Federal Rural do Semi-Árido com temperatura de 50°C por 5h. Após a secagem, obteve-se dos filmes corpos de prova com dimensões 100mm x 20mm, baseado na norma ASTMD 882-91. Os corpos de prova foram então, submetidos a ensaio de tração na máquina de ensaios universal (DL 10000 da EMIC) do Laboratório de Ensaios Mecânicos da Universidade Federal do Semi- Árido, com uma célula de carga de 5KN e velocidade de ensaio de 5mm/min. Foram gerados gráficos tensão-deformação para posterior avaliação dos valores correspondentes ao limite de resistência a tração (LRT), alongamento na ruptura (Al) e módulo de elasticidade (ME).Obtidos os dados na análise mecânica dos filmes, os valores foram submetidos a um teste de variânica ANOVA, bem como teste F objetivando a verificação dos modelos em relação a significância com p < 0,05. O software utilizado foi o Excel®.
Resultado e discussão
As propriedades mecânicas de filmes de amido são normalmente obtidas através de
ensaios de perfuração, tração ou relaxação. O ensaio de tração é o mais
relatado, sendo capaz de oferecer dados da resistência do material ao
alongamento e ao rompimento quando submetido ao esforço de tração. (MALI, 2010)
A metodologia para análise das propriedades mecânicas dos filmes com espessura
inferior a 1mm foi baseada na norma ASTM D-882-91. (OLIVEIRA et al, 1996)
A formulação e o processo de obtenção do filme são fatores que influenciam
diretamente nas propriedades mecânicas. (MALI, 2010) Logo, as formulações
apresentadas na Tabela 1 estão diretamente ligados aos valores das propriedades
mecânicas mais comumente apresentadas (LRT, AL, ME) em literatura. A Tabela 2
exibe as médias de cada mistura (P1 – P10) para limite de resistência a tração,
alongamento na ruptura e módulo de elasticidade.
Tabela 2 - Médias das propriedades mecânicas
LRT (MPa) Al (%) ME (MPa)
P1 6,06241 ± 2,322 9,1533 ± 0,075 119,4388 ± 104,378
P2 7,086437 ± 2,22 3,0094 ± 0,003 302,8144 ± 25,894
P3 8,027961 ± 9,07 5,3862 ± 0,029 290,058 ± 236,481
P4 4,506206 ± 2,807 4,5837 ± 0,064 274,7812 ± 263,408
P5 4,692655 ± 4,129 3,0953 ± 0,045 271,085 ± 197,542
P6 11,03688 ± 6,653 4,2333 ± 0,033 328,4423 ± 222,739
P7 13,61697 ± 7,014 4,5748 ± 0,016 346,3823 ± 185,175
P8 15,09862 ± 12,561 3,6554 ± 0,022 403,036 ± 183,083
P9 8,446204 ± 5,929 4,3356 ± 0,014 372,7029 ± 185,255
P10 3,68615 ± 1,867 6,221 ± 0,067 163,5683 ± 190,636
Fonte: Autoria própria, 2019
Conforme Henrique (2008), o que determina o comportamento do amido são as
mudanças que ocorrem nos grânulos durante a gelatinização e a retrogradação. Já
Viégas (2016), afirma que a capacidade geleificante é influenciada pela
quantidade de amilose e amilopectina e apresenta o amido de milho com 25% de
amilose e a fécula de batata com 18%. Não é uma diferença tão grande, porém
justifica as relações dos LRT dos pontos P9 com P10, P8 com P7 e P2 com P1,
onde os primeiros são misturas em que o amido de milho tem maior concentração
em relação à fécula de batata, quando comparados com os segundos.
A duração da tensão aplicada no filme em forma de embalagem, a temperatura a
que está submetido e a carga aplicada são fatores que influenciam no desempenho
do material e podem ser avaliados pelas propriedades mecânicas apresentadas na
Tabela 2. Dependendo desses valores os materiais podem falhar em uso. (HERNIOU-
JULIEN, 2019) Em relação a carga que vai ser aplicada pôde-se perceber uma
maior resistência dos filmes com maiores concentrações de amido de milho. O
maior LRT foi registrado no ponto 8 (66,66% de AM e 33,33% de FB). Mali (2006)
exibe em seu trabalho valores de LRT e ME condizentes com os apresentados na
Tabela 2 para filmes de amido de milho com adição de 20% de glicerol. Esses
resultados são justificados em função das cadeias lineares de amilose
apresentarem alta tendência de interação através de ligações de hidrogênio e,
consequentemente, os filmes de amido de milho (com maior teor de amilose) são
mais rígidos e fortes.
Em relação a baixa porcentagem de alongamento dos filmes de amido de milho em
relação aos de fécula de batata, Ortega-Toro (2014) apresenta valores
semelhantes e justifica tal fato pela interação entre o glicerol e o amido. A
adição do glicerol acarreta a diminuição dos valores de alongamento. O fato de
os filmes com maior concentração de fécula de batata em relação ao amido de
milho apresentam maior alongamento no ruptura podem ser identificados na
comparação de P1 com P2, de P7 com P8 e de P10 com P9. Reinelt (2018) mostra em
seu trabalho que corpos de prova de fécula de batata com adição de 20% de
glicerol tem alongamento de 10,5%, valor bem próximo do apresentado na Tabela 2
deste trabalho.
Torabi (2013) afirma que a relação entre o alongamento na ruptura e o limite de
resistência a tração é inversamente proporcional e a relação entre o módulo de
elasticidade e o limite de resistência a tração é direta. Define também o
módulo de elasticidade como a medida da rigidez do material. A Tabela 2
apresenta valores condizentes as relações apresentadas por Torabi (2013),
perceptível no ponto 8, o qual exibe maior limite de resistência a tração e
maior módulo de elasticidade e nos pontos 1 e 2 (misturas puras de fécula de
batata e amido de milho, respectivamente), onde os alongamentos e os módulos de
resistência a tração se apresentam de forma inversa.
Nandi (2018) e Torabi (2013) apresentam a queda do limite de resistência a
tração e do módulo de elasticidade em função do aumento do plastificante. Nandi
(2018) mostra em forma de superfície de resposta valores próximos aos
apresentados na Tabela 2 deste trabalho para o limite de resistência a tração
de filmes de fécula de batata com adição de 20% de glicerol (cerca de 6MPa).
Nafchi (2014) exibe para filmes de fécula de batata valores de limite de
resistência a tração e módulo de elasticidade próximos dos apresentados na
Tabela 2 deste trabalho. Talja (2007) analisou em seu trabalho a influência da
variação da concentração e do tipo do plastificante, bem como da umidade
relativa do ambiente para filmes de fécula de batata. Para filmes com adição de
20% de glicerol e ambiente com umidade relativa de 54% (condições próximas das
deste trabalho) foi exibido um alongamento entre 8 e 9%, condizente com a
Tabela 2.
A figura 1 (a, b, c) apresenta as curvas tensão-deformação dos pontos 1 e 2, 7
e 8, 9 e 10, respectivamente. As linhas verdes apresentam maior LRT e se
referem aos pontos 2, 8 e 9, respectivamente (pontos em que a concentração de
amido de milho é maior). As curvas pretas apresentam menor LRT e se referem aos
pontos 1, 7 e 10, respectivamente (pontos em que a concentração de fécula de
batata é maior).
Foi realizada uma análise estatística ANOVA (p <0,05) para os resultados
encontrados e foi possível verificar o valor de p inferior em todos os casos,
bem como o valor de F_calculado>F_tabelado , o que representa que os valores
obtidos foram estatisticamente significativos.
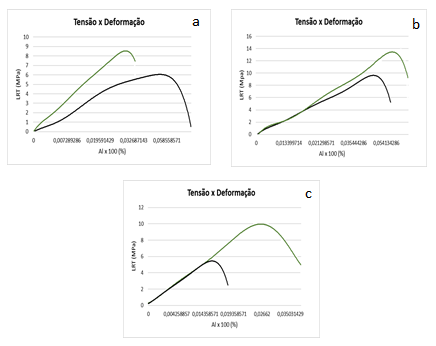
Curvas tensão-deformação para os pontos 1 e 2 (a), 7 e 8 (b) e 9 e 10 (c)
Conclusões
Após desenvolvimento de filmes à base de fécula de batata e amido de milho com variação de concentrações das variáveis independentes, conforme a Tabela 1, considerando a adição do plastificante fixa em 20%, foram realizadas análises de propriedades mecânicas como LRT, AL e ME através de ensaios de tração. Posteriormente, foi feita análise estatística ANOVA. O ponto que apresentou melhor limite de resistência a tração foi o P8 (15,09 MPa), em que tem-se 66,66% de amido de milho e 33,33% de fécula de batata. Como o LRT e o ME são propriedades com relação direta o P8 também apresentou o melhor módulo de elasticidade (403,03 MPa). Já o ponto que apresentou maior resultado para o alongamento na ruptura foi o P1, em que tem-se 100% de fécula de batata, justificado pelo fato do plastificante ter mais acesso as cadeias do amido e diminuírem o alongamento deste. Com os resultados obtidos, a análise estatística comprovou haver significância entre os valores.
Agradecimentos
Referências
ALMASI, H. et al. Improving the barrier and mechanical properties of corn starch-based edible films: Effect of citric acid and carboxymethyl cellulose. Industrial Crops and Products. v. 33, p. 229-235, 2011.
ALMEIDA, D. M. et al. Propriedades físicas, químicas e de barreira em filme formado por blenda de celulose bacteriana e fécula de batata. Polímeros. V. 23, n. 4, p. 538-546, 2013.
BERGEL, B. F. et al. Effects of hydrophobized starches on thermoplastic starch foams made from potato starch. Carbohydrate Polymers. v. 200, p. 106-114, 2018.
DAI, L. et al. Characterization of corn starch-based films reinforced with taro starch nanoparticles. Food Chemistry. v. 174, p. 82-88, 2015.
HENRIQUE, C. M. et al. Características físicas de filmes biodegradáveis produzidos a partir de amidos modificados de mandioca. Ciência e Tecnologia de Alimentos. v. 38, n. 1, p. 231-240, 2008.
HERNIOU-JULIEN, C. et al. Characterization of biodegradable/non-compostable films made from cellulose acetate/corn starch blends processed under reactive extrusion. Food Hydrocolloids. v. 89, p. 67-79, 2019.
HU, G. et al. Preparation and characteristics of oxidized potato starch films. Carbohydrate Polymers. v. 76, p. 291-298, 2009.
LI, j. et al. effects of octenylsuccination on physical, mechanical and moisture-proof properties of stretchable sweet potato film. Food Hydrocolloids. v. 46, p. 226-232, 2015.
LUCHESE, C. L. et al. Starch content affects physicochemical properties of corn and cassava starch-based films. Industrial Crops & Products. v. 109, p. 619-626, 2017.
MALI, S. et al. Effects of controlled storage on thermal, mechanical and barrier properties of plasticized films from different starch sources. Journal of Food Engineering. v. 75, p.453-460, 2006.
MALI, S. et al. Filmes de amido: produção, propriedades e potencial de utilização. Semina: Ciências agrárias. v. 31, n. 1, p. 137-156, 2010.
NAFCHI, A. M. et al. Preparation and characterization of bionanocomposite films based on potato starch/halloysite nanoclay. International Journal of Biological Macromolecules. v. 67, p. 458-462, 2014.
NANDI, S. et al. Modelling the effect of guar gum on physical, optical, barrier and mechanical properties of potato starch based composite film. Carbohydrate Polymers. v. 200, p. 498-507, 2018.
OLEYAEI, S. A. et al. Synergistic reinforcing effect of TiO2 and montmorillonite on potato starch nanocomposite films: thermal, mechanical and barrier properties. Carbohydrate Polymers. v. 152, p. 253-262, 2016.
ORTEGA-TORO, R. et al. Effect of the incorporation of surfactants on the physical properties of corn starch films. Food Hydrocolloids. v. 38, p. 66-75, 2014.
REINELT, M. et al. Mechanical and barrier properties of potato protein isolate-based films. Coatings. v. 8, n. 58, 2018.
REN, L. et al. Influence of chitosan concentration on mechanical and barrier properties of corn starch/chitosan films. International Journal of Biological Macromolecules. v. 105, p. 1636-1643, 2017.
TALJA, R. A. et al. Effect of various polyols and polyol contents on physical and mechanical properties of potato starch-based films. Carbohydrate Polymers. v. 67, p. 288-295, 2007.
TORABI, Z. et al. The effect of SiO2 nanoparticles on mechanical and physicochemical properties of potato starch films. Journal of Chemical Health Risks. v. 3, n. 1, p. 33-42, 2013.
VIÉGAS, L. P. Preparação e caracterização de filmes biodegradáveis a partir de amido com quitosana para aplicação em embalagens de alimentos. 2016. 90 fls. Dissertação (Mestrado em Ciência e Engenharia de Materiais) – Universidade Estadual do Norte Fluminense Darcy Ribeiro, Rio de Janeiro, 2016.
WANG, K. et al. Mechanical properties and solubility in water of corn starch-collagen composite films: effect of starch type and concentrations. Food Chemistry. v. 216, p. 209-216, 2016.








