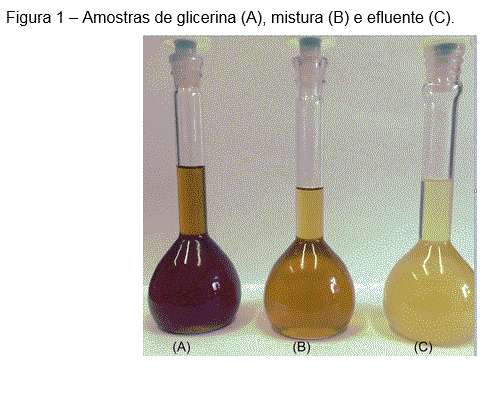
POLÍTICAS PmL E O REUSO DE EFLUENTES DE BIODIESEL - UMA NOVA CULTURA INDUSTRIAL NA PRODUÇÃO DE BIODIESEL
ISBN 978-85-85905-21-7
Área
Química Verde
Autores
Silva, C. (UFGD) ; Carvalho, N. (UEMS)
Resumo
A produção de biodiesel no Brasil vem sofrendo um grande aumento devido a demanda atual. Essa produção massiva gera um grande volume de efluente oriundo das etapas de purificação do éster, processo necessário ao atendimento do biodiesel às especificações determinadas pela ANP (Agência Nacional de Petróleo, Gás Natural e Biocombustíveis).O presente trabalho visa apresentar uma proposta de política de produção mais limpa (PmL) para a problemática do destino a ser dado ao efluente, através do reuso do mesmo, acrescentando-o à glicerina, que consiste num subproduto de baixo valor comercial gerado na obtenção do biodiesel. Os resultados obtidos mostraram a viabilidade desse procedimento, uma vez que houve uma diminuição de 56% no teor de acidez, dentre outras vantagens ambientais.
Palavras chaves
Glicerina; Efluente; Transesterificação
Introdução
O biodiesel foi introduzido na matriz energética brasileira através da Lei 11.097 de 13 de Janeiro de 2005, definido como um biocombustível derivado de biomassa renovável para uso em motores a combustão interna que possa substituir parcial ou totalmente combustíveis de origem fóssil (ANP, 2016). Quimicamente o biodiesel é definido como éster monoalquilíco de ácidos graxos derivados de lipídeos de ocorrência natural (CHRISTOFF, 2006). Segundo Encarnação, (2008) a transesterificação é uma reação em que um triglicerídeo reage com uma álcool simples formando ésteres que constituem o biodiesel e o glicerol. Em outras palavras, é uma reação de transformação de um éster de cadeia longa em um éster de cadeia curta mais glicerol, que corresponde ao subproduto da reação. No Brasil, sua produção vem crescendo exponencialmente nos últimos anos, isso devido à legislação que assegura que atualmente pelo menos 8% do diesel comercializado é composto de biodiesel, sendo que a seis anos atrás a proporção era de apenas 5%, o que acarretou num aumento da produção para que essa determinação pudesse ser cumprida. No ano de 2013, segundo a ANP (2016), foram produzidos 2,9 bilhões de litros, porém com capacidade instalada de produção de 7,9 bilhões de litros, tornando assim o país como um dos maiores produtores e consumidores do mundo. Esse grande volume produzido anualmente, que gera benefícios ambientais e econômicos para o país, acaba por gerar também um malefício que são milhares de litros de efluentes oriundos das etapas de purificação do biodiesel, que consiste no procedimento de acrescentar, misturar e separar água no mesmo para que as impurezas existentes possam ser retiradas e seja possível então o enquadramento nas especificações determinadas pela ANP. Para Bezerra (2012) a etapa de lavagem é uma das mais importantes e também uma das mais críticas da produção de biodiesel, merecendo grande atenção por parte dos pesquisadores e das indústrias no que se refere às formas de tratamento do efluente, o que é imprescindível do ponto de vista ambiental. Esse efluente é composto principalmente por álcool Metílico, álcool de consumo majoritário, água, sabão, catalisador, glicerina, óleo e o próprio biodiesel, elementos que possuem propriedades físicas e químicas diferenciadas o suficiente para que o mesmo procedimento de tratamento não se enquadre a todos os interferentes, se tornando necessário que ele seja submetido a diversas etapas de purificação para que se alcance um determinado nível de limpidez em que possa ser liberado na natureza, o que acarreta em um alto custo para os produtores, devido a necessidade de mão de obra qualificada, bem como produtos e equipamentos específicos para a realização do tratamento.De acordo com Palomino-Romero et al (2012), a etapa de lavagem é repetida em média de duas a cinco vezes para que seja atingido o grau de pureza necessário para comercialização, sendo que essa quantidade pode variar de acordo com a quantidade de impurezas presentes no biodiesel. Essa repetição criteriosa do procedimento produz uma quantidade de efluente que varia entre 20 L e 120 L para cada 100 L de biodiesel produzido, representando um valor relativamente grande quando analisado em grande escala, o que torna possível observar que mesmo sendo um ramo de produção em grande parte das indústrias possuem programa de gestão ambiental, ainda possui seus insumos e subprodutos que contaminam o meio ambiente, necessitando da atenção dos órgãos governamentais, bem como de estudos que viabilizem o aumento da produção para que possa suprir a demanda.Este trabalho tem como objetivo apresentar um possível meio de atenuação do problema da destinação a ser dada ao efluente gerado pela produção de biodiesel, introduzindo a proposta de políticas de produção mais limpa, de modo que seja feito o reuso do mesmo.
Material e métodos
Para a realização desta pesquisa, primeiramente foi feita a transesterificação com óleo de soja degomado, produzido por uma empresa local. Obteve-se a partir deste processo, as amostras de água glicerinosa e glicerina por meio dos processos de purificação e decantação,respectivamente, conforme Figura 1. Uma vez tendo-as obtido, foi realizada a mistura de ambas para que então, fosse possível fazer uma análise físico-química de todos os três tipos de amostras relevantes na pesquisa, objetivando identificar as mudanças ocorridas em cada parâmetro analisado devido ao se efetuar a mescla. Para que o resultado final fosse alcançado, foram realizadas duas bateladas de transesterificação para a total conversão do óleo em biodiesel e glicerina, sendo esta um dos interferentes a ser analisado. O volume total do éster de duas reações foi lavado com água por duas vezes, sendo que a água residual do procedimento representa outro interferente destinado a análise, subsequentemente, foi feita a mistura da glicerina com as águas residuais para gerar a mistura que também é de interesse para este estudo. Produção da amostra - Transesterificação O primeiro momento da realização da pesquisa foi dedicado à produção da amostra, que se iniciou pela reação de transesterificação. Toda a quantidade de biodiesel produzida neste trabalho foi obtida em três bateladas de mesma metodologia, cada uma delas contendo as etapas previamente citadas. Inicialmente o óleo foi aquecido a 55°C, e subsequentemente foi acrescentado o metanol e o metilato de sódio. Essa mesma metodologia foi utilizada nas duas etapas da reação, conforme quantidades estequiométricas necessárias. Na primeira etapa foi acrescentado Metanol, o equivalente a 18% da massa de óleo, e 1% de Metilato de Sódio. Na segunda etapa essas quantidades foram menores, pois grande parcela do óleo já havia reagido e formado biodiesel, necessitando de uma concentração menor de reagente para que a reação ocorresse, foi acrescentado então de Metanol o equivalente a 7% da massa inicial de óleo, e 0,5% de Metilado de Sódio. Seguidamente aos reagentes ao serem adicionados ao óleo, foi marcado o tempo de 60 minutos de agitação, a temperatura constante, para que pudesse ser encaminhado para um período de 24 horas de decantação na primeira etapa, e 12 horas na segunda etapa, atingindo uma total separação de fases entre o biodiesel e a glicerina, sendo esta a primeira amostra produzida. Purificação do Biodiesel Uma vez terminada a separação de fases, iniciou-se o procedimento de purificação do biodiesel, que é constituída pela hidrólise e lavagem do mesmo. Primeiramente, foi acrescentando 400 ppm da massa de da massa de biodiesel de Ácido Fosfórico para a hidrólise, As lavagens do biodiesel, para Grangeiro (2009), a água retira glicerina, catalisador, sabão e outros compostos. A água utilizada neste trabalho foi retirada do poço artesino da cidade universitária de Dourados - MS.
Resultado e discussão
Todos os resultados obtidos durante a pesquisa foram avaliados por análise
de variancia (ANOVA) e diferenças significativas (p<0,05) pelo teste de
Tukey com o auxílio de software, para determinar a correlação entre eles,
representada pelas letras sobrescritas junto ao desvio da média.
Desestabilização de emulsão
A emulsão foi submetida a uma temperatura de 90°C por 30 minutos, resultando
numa separação de fases inferior a desejada. Sabendo
que sua massa era de aproximadamente 110 g, foi acrescentado Ácido Fósfórico
aos poucos, de modo que observou-se que o equivalente a 0,8% da massa da
emulsão foi quantia suficiente para que a desestabilização total ocorresse,
possibilitando a separação das fases, e obtenção do efluente a ser analisado
posteriormente.
Rendimentos
Com os valores obtidos pelo cálculo do rendimento, foi possível determinar
que o percentual de glicerina gera na transesterificação corresponde a
11,36%, valor de boa expressão, tendo em vista sua considerável aproximação
com o percentual de 10% determinado pela estequiometria. Essa diferença
deve-se ao fato de que as impurezas ainda estão presentes no glicerol, que
não passou por um procedimento de purificação, e que apresentou um teor de
4,86% de Metanol em sua composição anterior a evaporação. Da massa inicial
de óleo utilizada, 4,58% é referente ao efluente, o que equivale a 40% da
massa final da glicerina.
Caracterização físico-química
Na análise de aspecto, notou-se que as amostras não estavam no límpidas e
isentas de impurezas, uma vez que não foi possível enxergar através das
mesmas. A amostra da mistura entre o efluente e a glicerina apresentou
cristais de sal, devido à hidrólise ocorrida ao acrescentar ácido para
eliminar o sabão, conforme previamente citado. Esta reação gera sal e água
como produtos, sendo que o primeiro ficou em suspensão. A presença de
impurezas demonstra a necessidade de que em um segundo momento as amostras
deverão passar por um processo de purificação, para que aumente seu valor
agregado, bem como sua aplicabilidade.Para a análise de acidez, a quantidade
presente na glicerina foi inferior ao valor detectável através do método
utilizado. Em se tratando do efluente, efetuar a mistura do mesmo com a
glicerina foi benéfico, uma vez que diminuiu seu teor de acidez em 56%.
Quanto a alcalinidade livre que representa o catalisador ativo, não houve
detecção do mesmo presente no efluente pelo método de análise utilizado,
porém houve uma diminuição de 0,381 meq∕g na quantia presente na glicerina
após realizar a mistura. A respeito da quantidade de sabão existente nas
amostras, o teste de alcalinidade combinada mostrou que houve uma queda de
54% no teor presente na glicerina ao efetuar a mistura com o efluente, de
modo a ser necessário uma menor quantidade de produtos para a posterior
eliminação desse sabão. E resultado obtido em relação ao teor de Metanol
também foi consideravelmente positivo, pois houve uma queda de
aproximadamente 30 pontos percentuais na quantidade apresentada pelo
efluente após ser misturada, valendo destacar que para nenhuma das análises
realizadas, houve correlação de resultados obtidos pela análise estatística.
Da análise de teor de éster, obteve-se que nenhuma das amostras analisadas
acusou a presença de ésteres, o que caracteriza um resultado positivo por
demonstrar que houve uma total separação de fases no processo de decantação,
não tendo sido perdido quantidade considerável de biodiesel, conforme Figura
1.Pesquisa de Custos
Das cinco indústrias de biodiesel em que realizou-se contato a
respeito das despesas com os respectivos tratamentos de efluentes, somente
uma indústria local retornou com a planilha de custos dos produtos
utilizados para o tratamento do efluente gerado na produção.Esta indústria
produz, quando operando normalmente, 45 m3 de biodiesel por dia. Foram
realizados cálculos quanto a quantidade de efluente gerada
diariamente e foi possível constatar que ela produz uma média de 2,061 m3.
Essa quantidade é relativamente pequena, comparada a outras empresas de
maior porte e capacidade de produção. Contudo, os produtos utilizados para o
tratamento deste efluente acarretam em um custo mensal de aproximadamente R$
415,00 para a mesma.
Essa quantidade produzida diariamente gera por volta de 5,11 m3 de
glicerina, que detém um baixo valor comercial, girando em torno de R$1000,00
a tonelada, de acordo com pesquisas de mercado no estado de Mato Grosso do
Sul. A realização da mistura aumentaria em média 40% o volume da mesma,
acarretando num maior lucro devido ao aumento da quantidade a ser
comercializada. Levando em conta o fato de ser uma empresa de pequeno porte
e que não foi considerado para efeito de cálculos os gastos relacionados aos
recursos humanos e aos equipamentos utilizados durante o processo, pode-se
considerar as despesas com o tratamento do efluente relativamente altas, e
que são custos fixos mensais, tendendo somente a aumentar, conforme aumente
sua capacidade de produção.
Conclusões
A pesquisa foi feita em escala laboratorial, porém buscando uma similaridade com a metodologia usualmente utilizada em uma indústria de biodiesel, resultando aproximadamente numa quantidade de efluente proporcional ao volume produzido em escala industrial. A água glicerinosa gerada do procedimento de purificação do biodiesel contém diversos interferentes que acarretam num alto grau de poluição caso sejam descartados no meio ambiente. É necessário também levar em consideração o custo acarretado pelo tratamento desse efluente, devido ao fato da obrigatoriedade em seguir a legislação para que a empresa seja autorizada a efetuar a produção, causando um aumento na quantidade de materiais, equipamentos e pessoal necessários para o funcionamento de um setor dedicado a esse fim, a estação de tratamento de efluentes, fato este que desperta a necessidade de uma alternativa de destinação para os efluentes, buscando uma maior praticidade e diminuição dos gastos. Os resultados obtidos ao longo da pesquisa mostraram a viabilidade desse procedimento, uma vez que houve um decréscimo considerável dos fatores poluentes envolvidos nas análises, tornando possível concluir que existe a possibilidade de uma redução na necessidade de realizar o tratamento do efluente, podendo fazer uma mistura dele com o subproduto da transesterificação, consumindo completamente seu volume ao utilizar uma proporção de 1:1, pois sua quantia gerada é menor que a de glicerina, sendo que esta acaba tendo seu volume amplificado. As pesquisas de custos apontaram que a empresa analisada, possui um gasto de pelo menos R$ 415,00 mensais com o tratamento de seu efluente, sendo que a mesma produz aproximadamente 1350 m3 de biodiesel mensalmente, o que caracteriza uma capacidade de produção pequena, quando comparada a outras empresas presentes no ramo de biocombustíveis, como as citadas neste trabalho por empresas A, B e C, em que a quantidade produzida, bem como a de efluente gerada.
Agradecimentos
UFGD UEMS FUNDECT
Referências
ANP - AGÊNCIA NACIONAL DE PETRÓLEO. Biodiesel.
Disponível em: <http://www.anp.gov.br/wwwanp/biocombustiveis/biodiesel>. Acesso em: 20 set. 2016.
ARAUJO, Rosângela Moreira de. Regulação do Biodiesel - Especificação e Controle de Qualidade: PAINEL SETORIAL DE BIODIESEL. Rio de Janeiro: Agência Nacional do Petróleo, GÁs Natural e BiocombustÍveis, 2005.
BARROS, Talita Delgrossi; JARDINE, José Gilberto. Transesterificação: Materias-primas e produtos. Disponível em: <http://www.agencia.cnptia.embrapa.br/gestor/agroenergia/arvore/CONT000fj0847od02wyiv802hvm3juldruvi.html>. Acesso em: 25 set. 2016.
BEZERRA, Victor Vital Leão. AVALIAÇÃO DA COMPOSIÇÃO DO EFLUENTE DO PROCESSO DE PRODUÇÃO DE BIODIESEL POR TRANSESTERIFICAÇÃO. 2012. 60 f. TCC (Graduação) - Curso de Química Industrial, UFPE, Recife, 2012.
CAVALLARI, Pedro Ivo. Avaliação dos processos de purificação do biodiesel por via seca. 2012. 46 f. TCC (Graduação) - Curso de Engenharia Química, USP, Lorena, 2012.
CESCA, Rafaela da Silva. Aplicação industrial do glicerol obtido a partir da transesterificação de óleo refinado. 2016. ENEPEX, UEMS, Dourados, 2016.
CHRISTOFF, Paulo. PRODUÇÃO DE BIODIESEL A PARTIR DO ÓLEO RESIDUAL DE FRITURA COMERCIAL.: ESTUDO DE CASO: GUARATUBA, LITORAL PARANAENSE.. 2006. 83 f. Dissertação (Mestrado) - Curso de Tecnologia Para O Desenvolvimento, Instituto de Engenharia do Paraná - IEP, Curitiba, 2006.
CONSELHO NACIONAL DO MEIO AMBIENTE-CONAMA. Resolução no 430. Brasília, 2011.
ENCARNAÇÃO, Ana Paula Gama. GERAÇÃO DE BIODIESEL PELOS PROCESSOS DE TRANSESTERIFICAÇÃO E HIDROESTERIFICAÇÃO, UMA AVALIAÇÃO ECONÔMICA. 2008. 164 f. Dissertação (Mestrado) - Curso de Tecnologia de Processos Químicos e Bioquímicos, UFRJ, Rio de Janeiro, 2008.
GARCIA, Camila Martins. Transesterificação de óleos vegetais. 2006. 136 f. Dissertação (Mestrado) - Curso de Química, UniCamp, Campinas, 2006.
GRANGEIRO, Rosa Virgínia Tavares. Caracterização da água de lavagem proveniente da purificação do biodiesel. 2009. 53 f. Tese (Doutorado) - Curso de Química, Ufpa, João Pessoa, 2009.
MENDES, Danylo Bezerra; SERRA, Juan Carlos Valdés. Glicerina: uma abordagem sobre a produção e o tratamento. Revista Liberato, Nova Humburgo, v. 13, n. 20, p.1-9, dez. 2012. Semestral.
PALOMINO-ROMERO, Joel A. et al. TRATAMENTOS DOS EFLUENTES GERADOS NA PRODUÇÃO DE BIODIESEL. Química Nova, Aracaju, v. 35, n. 2, p.367-378, set. 2012.
PRESIDÊNCIA DA REPÚBLICA – Casa Civil. Lei 11.097. Brasília, 13 jan. 2005.
RECIOL. Diagrama do processo de Recolha e Tratamento de Óleos Alimentares Usados -OAU. Disponível em: <http://www.reciol.pt/content/processo-de-recolha>. Acesso em: 13 jul. 2016.
ROSSI, M. T. B.; BARATA, M. M. L.. Barreiras à Implementação de Produção Mais Limpa Como Prática de Ecoeficiência em Pequenas e Médias Empresas no Estado do Rio de Janeiro. In: INTERNATIONAL WORKSHOP ADVANCES IN CLEANER PRODUCTION, 2009, São Paulo.
SILVA, Elenice M S; SILVA, André Carlos. DESESTABILIZAÇÃO DE EMULSÕES DE ÓLEO EM ÁGUA PELA ADIÇÃO DA “BABA” DO QUIABO (ABELMOSCHUS ESCULENTUS) EXTRAÍDA A QUENTE. CONPEEX, UFG Goiania.
WERNER, Eveline de Magalhães; BACARJI, Alencar Garcia; HALL, Rosemar José. Produção Mais Limpa: Conceitos e Definições Metodológicas. In: SIMPÓSIO DE EXCELêNCIA EM GESTÃO E TECNOLOGIA.Resende, 2016.































