ISBN 978-85-85905-10-1
Área
Materiais
Autores
Brito, P.K.S. (PPGEQ/UFRN) ; Silva, V.L.P. (UFRN) ; Moura, M.C.P.A. (NUPEG/UFRN) ; Barros Neto, E.L. (PPGEQ/UFRN) ; Dantas, T.N.C. (PPGEQ/UFRN)
Resumo
Pesquisas objetivando elaborar produtos asfálticos de custo reduzido e de vida útil prolongada vêm sendo desenvolvidas, focando sua aplicação em pavimentos mais resistentes e de alto desempenho. Este trabalho objetivou obter e caracterizar emulsões asfálticas (EAs) quanto à peneiração, viscosidade Saybolt Furol (VSF) a 50ºC, sedimentação, resíduo por evaporação e penetração. A emulsão EA1 apresentou quase todas as características dentro da Norma DNIT 165/2013, porém VSFs mais baixas são obtidas ao modificar a metodologia de adição das fases. A EA modificada com OLUC também apresentou resultados de caracterização aceitáveis, com 62,8% de resíduo de evaporação e VSF de 358 SSF. Até o momento, esse estudo mostra-se promissor quanto à incorporação de OLUC como agente modificador de EAs.
Palavras chaves
emulsões asfálticas; caracterização; óleos lubrificantes
Introdução
Emulsões asfálticas (EAs) são amplamente utilizadas na conservação e manutenção de rodovias, por se tratar de um produto aplicado a frio que, em geral, reduz o gasto energético em termos de transporte e armazenamento. Além disso, é considerado um produto ecologicamente correto, pois não gera vapores tóxicos ou poluentes (BRASQUÍMICA, 2014; CORREIA, 2010). No processo de obtenção de uma emulsão asfáltica modificada (EAM) é adicionado, aos constituintes convencionais, um agente modificante. O sistema é formado sob forte agitação e na presença de um tensoativo que garanta uma estabilidade mínima para manter a emulsão aparentemente homogênea por longos períodos (TORRES, 2013; MYERS, 2006; SCHARAMM, 2005). Óleos lubrificantes usados ou contaminados (OLUCs) são classificados pela NBR 10004/2004 como resíduos perigosos e potencialmente poluentes. A Resolução CONAMA nº 362/2005 determina que todo o OLUC deve ser destinado à reciclagem por meio do processo de rerrefino. Embora este processo seja hoje considerado o método ambientalmente mais seguro de gestão do OLUC, o percentual de coleta ainda é muito baixo (<40%), analisando que o rendimento de um processo de rerrefino é em torno de 60-65%. Além disso, fatores ligados à estruturação da indústria de rerrefino, ao uso do OLUC para fins inadequados, à fiscalização e à logística, elevam o custo de coleta e reciclagem do OLUC, inviabilizando o rerrefino no Brasil (TÁVORA et al., 2003). Portanto, aplicações alternativas quanto ao reaproveitamento do OLUC devem ser estudadas, pois a sua incorporação às EAs pode ser uma alternativa viável, tanto do ponto de vista ambiental quanto econômico. O objetivo deste trabalho é obter EAs, verificando a influência de algumas variáveis na caracterização do produto antes de incorporar o OLUC.
Material e métodos
Os procedimentos experimentais para a obtenção das EAs foram baseados na metodologia utilizada por Lima (2012) e os ensaios de caracterização foram realizados de acordo com as NBRs recomendadas pelo DNIT 165/2013-EM. A princípio foram preparadas duas fases separadamente, ambas de composições mássicas (%) predefinidas, sendo uma fase aquosa contendo água, tensoativo, ácido e aditivo, e uma fase oleosa contendo cimento asfáltico de petróleo (CAP) e solvente, totalizando 1Kg. No preparo da EA1 foi seguida a mesma metodologia adotada por Lima (2012), ou seja, as fases foram introduzidas simultaneamente em um moinho coloidal operando a 80ºC por 15 min. Na obtenção das emulsões EA2 e EA3, primeiro foi adicionada ao moinho coloidal a fase aquosa, deixando o sistema em agitação durante 15 min. Na sequencia, adicionou-se a fase oleosa, sendo 140g a cada 15 minutos, totalizando 5 adições. A temperatura do processo foi mantida a 80ºC. Nesse estudo, variou-se a concentração de tensoativo (0,6 e 1,2%) e a metodologia de adição das fases, conforme descrito anteriormente. Os ensaios de caracterização das EAs realizados foram: peneiração (NBR 14393/2006), viscosidade Saybolt Furol (VSF) a 50 ºC (NBR 14491/2000), sedimentação (NBR 6570/2010), resíduo por evaporação (NBR 14376/2007) e penetração (NBR 6576/2007). Também foi produzida uma EA modificada, incorporando OLUC à fase oleosa na mesma proporção em que foi reduzido o solvente. Utilizou-se 3% de tensoativo na fase aquosa e as fases foram adicionadas simultaneamente no moinho coloidal, operando a 60 ºC por 30 min. A EAM obtida foi caracterizada quanto à VSF, sedimentação e resíduo por evaporação. Por fim, análises de VSF para cada fase foram realizadas, porém para a fase aquosa variou-se a concentração de tensoativo de 0,3-3%.
Resultado e discussão
A Tabela 1 apresenta os valores estabelecidos pela Norma DNIT 165/2013 e os
resultados quanto à caracterização das EAs obtidas. Após os ensaios realizados
verificou-se que as EAs apresentaram resultados desejáveis quanto à peneiração,
VSF e penetração. Para a EAM só foi possível determinar, dentre estes ensaios, a
VSF (358 SSF), o que a caracteriza como uma EA de ruptura média (RM-2C). Lima
(2012) produziu EAs convencionais utilizou 0,3% de tensoativo na fase aquosa e
obteve VSF na ordem de 300 SSF. Torres (2013) utilizou 3% de tensoativo,
mantendo os demais componentes da EA nas mesmas proporções utilizadas por Lima
(2012), porém sob condições operacionais de 60 ºC e 30 min., obtendo resultados
de VSF em torno de 100 SSF. Quanto ao percentual de sedimentação, a EA1
reproduziu os resultados obtidos por Lima (2012) e Torres (2013). As emulsões E2
e E3, após o período de 5 dias em funil de decantação, apresentaram separação
visível das fases, evidenciando a quebra da emulsão. Ao modificar a metodologia
de adição das fases verificou-se que, quando não adicionadas simultaneamente,
houve uma redução significativa da VSF. Quanto ao resíduo de evaporação, todas
as emulsões apresentaram resultados abaixo das especificações mínimas, exceto a
EAM com 62,8%. Ao avaliar o comportamento da VSF das fases, observou-se que o
aumento na concentração do tensoativo favoreceu a formação de espuma e
consequentemente o aumento da VSF (Figura 1). Por outro lado, a VSF da fase
oleosa foi de 217 SSF, indicando possivelmente a natureza da emulsão formada:
água em óleo, para resultados de VSF próximos ao da fase oleosa, ou óleo em
água, para resultados de VSF próximos aos das fases aquosas.
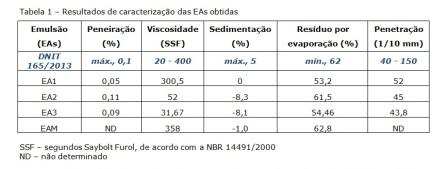
Resultados de caracterização das EAs obtidas

Viscosidade Saybolt Furol da fase aquosa em função da concentração de tensoativo
Conclusões
Pode-se concluir nesse estudo que algumas variáveis, tais como a concentração de tensoativo e a metodologia de adição das fases, aquosa e oleosa, influenciam no tipo de emulsão asfáltica, ou seja, RM-1C ou RM-2C (dependendo da VSF), e na caracterização das emulsões asfálticas obtidas. A incorporação do OLUC como agente modificador da emulsão parece ser promissora; entretanto, é necessário realizar estudos mais complexos quanto à adição do OLUC à emulsão asfáltica para verificar a eficácia de reaproveitamento desse resíduo para este fim.
Agradecimentos
Ao CNPq pelo apoio financeiro, ao NUPEG pela infra-estrutura, aos técnicos e funcionários do CT e ao prof. Eduardo por compartilhar o conhecimento.
Referências
ABNT (ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS). NBR 10004: Resíduos sólidos – Classificação. Rio de Janeiro, 2004 (válida a partir de 30.11.2004)
______. NBR 14491: Emulsões asfálticas – Determinação da viscosidade Saybolt Furol. Rio de Janeiro, 2000 (válida a partir de 29.05.2000)
______. NBR 14393: Emulsões asfálticas – Determinação da peneiração. Rio de Janeiro, 2006 (válida a partir de 30.05.2006)
______. NBR 6570: Emulsões asfálticas – Determinação da sedimentação e estabilidade à estocagem. Rio de Janeiro, 2010 (válida a partir de 05.02.2010)
______. NBR 14376: Emulsões asfálticas – Determinação do resíduo asfáltico por evaporação – Método expedito. Rio de Janeiro, 2007 (válida a partir de 02.05.2007)
______. NBR 6576: Materiais asfálticos – Determinação da penetração. Rio de Janeiro, 2007 (válida a partir de 02.05.2007)
BRASQUÍMICA. Informações técnicas: emulsões asfálticas para pavimentação. Disponível em <http://www.brasquimica.com.br/informacoes-tecnicas/prg_pub_det.cfm/emulsoes-asfalticas-para-pavimentacao> Acesso em: 10 fevereiro 2014.
CONAMA (Conselho Nacional do Meio Ambiente). Resolução CONAMA 362/2005: Dispõe sobre o recolhimento, coleta e destinação final de óleo lubrificante usado ou contaminado. Brasil, DOU 27 jun. 2005.
CORREIA, Natália S. Comportamento de geotêxteis não tecidos impregnados com emulsão asfáltica usados como sistema anti-reflexão de trincas. 2010. 131f. Dissertação (Mestrado em Ciências) – Departamento de Geotecnia, Programa de Pós-Graduação em Geotecnia e Área de Concentração em Geossintéticos, Escola de Engenharia de São Carlos da Universidade de São Paulo, São Carlos.
DNIT (Departamento Nacional de Infra-estrutura de Transportes). Instituto de Pesquisas Rodoviárias (IPR). Norma DNIT 165/2013 - EM: Emulsões asfálticas para pavimentação – Especificação de material. Rio de Janeiro, 2013.
LIMA, Cristian K. M. Obtenção de emulsões asfálticas modificadas utilizando resíduos industriais. 2012. 134f. Tese (Doutorado em Engenharia Química) – Centro de Tecnologia, Departamento de Engenharia Química, Programa de Pós-Graduação em Engenharia Química, Universidade Federal do Rio Grande do Norte, Natal.
MYERS, Drew. Surfactant science and technology. 3. ed. New Jersey: John Wiley, 2006.
SCHARAMM, Laurier L. Emulsions, foams,and suspensions: Fundamentals and applications. Weinheim: Wiley-VCH, 2005.
TÁVORA, S. P; QUELHAS, O. L. G. Óleos lubrificantes usados – Evolução das responsabilidades pela coleta/destinação e alternativas para aplicações: uma contribuição para a tecnologia de produção mais limpa. Revista produção on line, v.3, n.2, junho 2003. ISSN 1676 - 1901
TORRES, J. C. L. Obtenção de emulsões asfálticas convencionais e modificadas com argilas e nanoargilas. 2013. Dissertação (Mestrado em Engenharia Química) – Centro de Tecnologia, Departamento de Engenharia Química, Programa de Pós-Graduação em Engenharia Química, Universidade Federal do Rio Grande do Norte, Natal.
Patrocinadores





Apoio





Realização
