
Realizado no Rio de Janeiro/RJ, de 14 a 18 de Outubro de 2013.
ISBN: 978-85-85905-06-4
ÁREA: Química Tecnológica
TÍTULO: ESTUDO DA DECAPAGEM DA CAREPA UTILIZANDO ÁCIDO CLORÍDRICO E SULFÚRICO EM PERFIS DE AÇO CARBONO A-570
AUTORES: Bastos, G.L. (UNUCET/UEG) ; Goetz, C.M. (UNUCET/UEG)
RESUMO: Carepa é uma camada de óxidos de ferro, formada naturalmente durante o processo de laminação a quente do aço, que ficam aderidos à sua superfície; apresentando uma grande dificuldade para ser removida. O objetivo deste trabalho é a remoção da carepa de laminação de superfícies de aço carbono A-572 por decapagem ácida e identificar as melhores condições a serem utilizadas. Como método de análise foi feito um planejamento fatorial 23 utilizando os fatores temperatura (65 e 85ºC), concentração do ácido (5 e 10%) e tipo de ácido (ácido clorídrico e sulfúrico), para determinar como eles interferem na velocidade da decapagem. Como resultados, observou-se que o ácido clorídrico a 5% e 65ºC é capaz de remover a carepa com maior rapidez. Sendo esses parâmetros os indicados para a decapagem.
PALAVRAS CHAVES: Carepa; Decapagem ácida; Planejamento Fatorial
INTRODUÇÃO: No processo de pintura eletrostática, a primeira etapa da produção é o preparo da superfície metálica a ser pintada, interferindo diretamente na qualidade final. Este preparo consiste na remoção de diversos tipos resíduos presentes na superfície como, óleos, carepas de laminação, poeira, etc.
Entre esses resíduos a carepa, que é uma camada de óxidos de ferro formada durante o processo de laminação do aço tem um destaque especial, pois há maior dificuldade para removê-la da superfície metálica (LEITE, 2008 e BORGES 2010). A carepa é formada naturalmente durante o processo de laminação a quente, e surge da reação do aço a temperaturas acima de 450°C com o oxigênio presente no ar e a água de resfriamento, formando uma série de óxidos que ficam aderidos à superfície do metal (FERNANDES, 2003).
Existem diversas técnicas para o preparo de superfícies metálicas (BORGES, 2010), entre as mais usadas estão ferramentas mecânicas, como jatos abrasivos e lixadeiras, e a decapagem química. Para o método químico, utilizam-se soluções de ácidos clorídrico, sulfúrico ou fosfórico (SILVA, 2009). Como os ácidos clorídrico e sulfúrico são os mais utilizados para decapagem industrial, é conveniente estudar a eficiência de cada um para a remoção dessa carepa.
A temperatura da solução, o tipo de ácido e a sua concentração são fatores que interferem no tempo da decapagem, e para melhor entender como essas variáveis estão relacionadas, foi feito um planejamento fatorial 23 para determinar as condições mais favoráveis para a decapagem ácida.
Considerando que os métodos de remoção manuais e mecânicos despendem de muito tempo a decapagem ácida vem a ser uma alternativa mais rápida para esse processo e o trabalho visa determinar as melhores condições para que a decapagem ocorra.
MATERIAL E MÉTODOS: As amostras de aço carbono A-572 com dimensões médias de 10x10x10cm foram lavadas com detergente para remoção de resíduos de óleo, e outras impurezas. Após a lavagem foram secas com uma flanela e pesadas em uma balança semi-analítica.
Primeiramente foram determinadas três variáveis baseadas em estudos anteriores de Silva 2009 e Leite 2008. São elas: temperatura, concentração e tipo de ácido para determinar a influência no tempo de decapagem. Foi utilizado um planejamento fatorial 23, onde realizamos oito experimentos em duplicata, de maneira aleatória. Utilizou-se ferramentas estatísticas para fazer o delineamento dos dados.
Experimento 1: Ac. Clorídrico 5% a 65ºC; Experimento 2: Ac. Sulfúrico 5% a 65ºC; Experimento 3: Ac. Clorídrico 10% a 65ºC; Experimento 4: Ac. Sulfúrico 10% a 65ºC; Experimento 5: Ac. Clorídrico 5% a 80ºC; Experimento 6: Ac. Sulfúrico 5% a 80ºC; Experimento 7: Ac. Clorídrico 10% a 80ºC; Experimento 8: Ac. Sulfúrico 10% a 80ºC.
Os corpos de prova foram imersos em soluções dos ácidos utilizando uma pinça. Para isso usou-se um béquer de vidro de 3,0 L e as soluções foram renovadas a cada ensaio. O tempo de decapagem foi medido com um cronômetro.
A decapagem foi observada de maneira visual, e a amostra só foi retirada da imersão após a remoção total da carepa. Após a retirada da imersão os corpos de prova eram lavados em água corrente, secos com uma flanela e pesados novamente para determinar a perda de massa.
RESULTADOS E DISCUSSÃO: O tempo de decapagem médio em segundos para os experimentos de 1 a 8 foram respectivamente 207,5; 294,0; 197,5; 266,5; 172,25; 199,5; 147 e 143,5. A partir desses resultados utilizou-se ferramentas estatísticas para fazer o delineamento dos dados e obter respostas.
Analisando as respostas percebe-se que o coeficiente de correlação ajustado foi de 0,99946 significando que o modelo estatístico escolhido adequou-se bem ao experimento.
A perda de massa após a imersão foi relativamente baixa (média 0,663%) isso evidencia que o tratamento não foi agressivo a ponto de reagir de maneira brusca com o metal.
O fator temperatura possui a maior interferência na resposta, seguido pelo tipo de ácido e depois a concentração. Quando se altera o ácido clorídrico para sulfúrico mantendo a concentração de 5% ocorre um aumento do tempo de decapagem em 65,75 s. Quando se mantem o ácido clorídrico e se altera a concentração há uma redução do tempo de decapagem de 22,5s como mostra a figura 1.
Quando se varia os parâmetros temperatura e ácido, mantendo a ácido sulfúrico e aumentando a temperatura o tempo de decapagem diminui 122,5s. Quando se mantém o ácido clorídrico e faz-se o mesmo aumento de temperatura o tempo de decapagem reduz 48s. Porém existe uma diferença grande nessa variação de tempo conforme o ácido. Em temperatura de 65ºC o desempenho do ácido clorídrico é muito maior do que ácido sulfúrico, enquanto que na temperatura de 80ºC o acido sulfúrico se aproxima bastante do acido clorídrico como pode ser visto na figura 2.
Para todas as condições ocorreu remoção total da carepa de laminação e com baixa perda de massa, a diferença principal foi o tempo de decapagem, e deve-se levar em conta o custo do ácido. O ácido clorídrico é cerca de três vezes mais barato que o ácido sulfúrico.
Figura 2
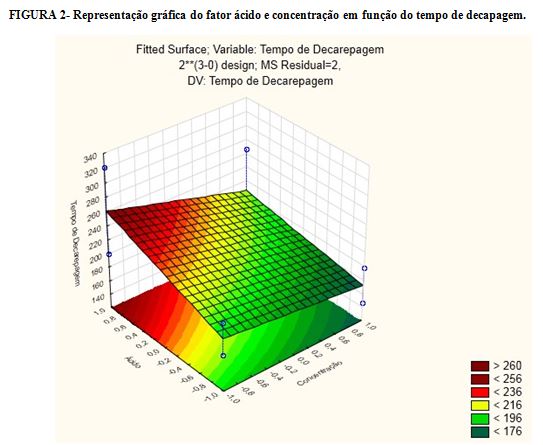
Mostra menor tempo de decapagem com HCl a 5% em relação ao H2SO4, enquanto que a 10% o tempo de decapagem dos dois acidos se aproximam.
Figura 1

A figura mostra que o tempo de decapagem diminui com aumento da temperatura, e que a 65ºC o HCl é mais rápido e a 80ºC os dois se aproximam.
CONCLUSÕES: Todos os fatores estudados possuem influência no tempo de decapagem. Os dois ácidos foram capazes de remover a carepa, o que comprova que a decapagem ácida é uma alternativa eficiente para o tratamento de perfis com presença de carepa.
Mas, como podemos ver nas figuras 1 e 2, o HCl foi mais eficiente que o H2SO4. A diferença no tempo de decapagem entre as condições da solução de HCl é pequena, o que viabiliza trabalhar com ele a temperatura de 65°C e concentração 5%, porque há a remoção da carepa com menor quantidade de ácido e energia para o aquecimento, reduzindo assim custos do processo.
AGRADECIMENTOS:
REFERÊNCIAS BIBLIOGRÁFICA: BORGES, M. C. C. F. Tecnologia Mecânica II: Curso Técnico em Mecânica, São Paulo: Centro Paulo Souza, 2010.
CASTILHOS, E. Contribuição para a Caracterização de Defeitos Superficiais em Barras Laminadas. Trabalho de Diplomação. Departamento de Metalurgia, UFRGS, 2008.
FERNANDES, F.; GENECCO, C.; MARIANO, R. Tratamento de Superfície e Pintura, Rio de Janeiro: Instituto Brasileiro de Siderurgia Centro Brasileiro de Construção em Aço, 2003.
KIRK, R. E.; OTHMER, D. F. Encyclopedia of chemical technology. 3th Ed. New York: Willey-Interscience, 1978. v. 13, p. 775-776.
LEITE, W.F. Dissolução de Óxidos Formados a Altas Temperaturas nos Aços Elétricos Variando-se a Temperatura e Concentração da Solução Ácida na Decapagem, Belo Horizonte: s.n, 2008.