ÁREA: Química Tecnológica
TÍTULO: Hidrólise ácida de bagaço de cana incentivada por micro-ondas em processo de fluxo
AUTORES: JERMOLOVICIUS, L. A. (CEUN-IMT) ; NASCIMENTO, R. B. DO (CEUN-IMT) ; CASTRO, E. R. DE (CEUN-IMT) ; SENISE, J. T. (CEUN-IMT)
RESUMO: RESUMO: Realizou-se um experimento exploratório para verificar a possibilidade de produzir hidrolisado de bagaço de cana de açúcar in natura sem contaminação por furfural, o qual é um inibidor de fermentação. A hidrólise em questão foi realizada em um reator de fluxo contínuo do agente hidrolítico sobre uma massa estacionária de bagaço e sob campo de micro-ondas de 2,45 GHz e pressão de 3.105 Pa. O agente hidrolítico foi uma solução aquosa de ácido fosfórico a 2 M. São apresentados gráficos de rendimento em açúcares redutores totais e em furfural, que permitem considerar a hidrólise incentivada por micro-ondas em processo de fluxo como alternativa promissora para o aumento da produção de etanol de segunda geração.
PALAVRAS CHAVES: palavras-chave: biomassa, hidrólise, micro-ondas
INTRODUÇÃO: INTRODUÇÃO: A demanda por etanol aumentou com o renascimento da alcoolquímica pela produção de eteno verde para polietileno verde (BRASKEM, 2011) e lauril éter sulfato de sódio verde (OXITENO, 2011). Isto força não só a ampliação da área plantada com cana de açúcar, mas principalmente o incremento da produtividade em etanol. A opção para este aumento é a melhor aproveitamento da cana de açúcar, pois de 1 tonelada de cana se extrai apenas 0,25 t de caldo com os açúcares fermentáveis, restando 0,47 t de bagaço a 50 % de umidade e 0,28 t de palha a 15 % de umidade (KITAYAMA, 2007). Com 1 t de cana desperdiçam-se 0,75 t de biomassa que pode gerar 0,33 t de açúcares redutores totais (ART). Ou seja, no mínimo duplica a capacidade produtiva da indústria alcooleira.
O desafio é transformar bagaço em açúcares fermentáveis. Dispõe-se de processos de hidrólises ácida e enzimática (EPO, 2011). Os mais numerosos são os enzimáticos, devido à sua habilidade de hidrolisar frações cristalinas da celulose que é dificilmente hidrolisada por agentes hidrolíticos ácidos (ZHAO, 2006). A hidrólise ácida apresenta o problema de decompor carboidratos em furfural e 4-hidroximetilfurfural (SUN. 2002), que são inibidores de fermentação.
O processamento com enzimas requer que as hemiceluloses sejam removidas. Tal remoção é feita por hidrólise ácida (GAMÉZ, 2006; GRIFFIN, 2004; TURGET, 2001). Esta etapa preliminar, com concentração de ácido da ordem de 0,001 a 0,3M demora de 2 horas (GRIFFIN, 2004) a 5 horas (GÁMEZ, 2006, TURGET, 2001, HERNÁNDEZ-SALA, 2009) para conversões de cerca de 60 % da hemicelulose presente (TURGET, 2001). Já a hidrólise enzimática é mais demorada, cerca de 40 horas (SCOTT, 2009; LEVIE, 2008), 56 horas (HILL, 2008) e até mais de 100 horas (GUSAKOV, 2007; TOLAN, 2007).
MATERIAL E MÉTODOS: MATERIAIS E MÉTODOS: Utilizou-se bagaço in natura seco ao ar, de composição determinada (HALWARD, 1975) em 44,2 % de celulose, 25,1 % de hemicelulose e 27,3 % de lignina. O agente hidrolítico utilizado foi o ácido fosfórico a 2 M.
Utilizou-se um reator semi contínuo irradiado por micro-ondas. Contínuo em relação ao agente hidrolítico e de batelada com relação ao bagaço. Constituído por um tubo de PEEK revestido internamente com Teflon, encerrado em uma cavidade cilíndrica de aço inoxidável. O reator é conectado por compressão a tubulação de aço inoxidável, que o conecta a uma bomba de diafragma com vazão regulável, por onde é introduzido o agente hidrolítico; e de outro lado a um trocador de calor para resfriamento da carga. O reator tem um manômetro na saída do efluente e antes de uma válvula de descompressão; e dois termopares indicadores da temperatura de entrada e de saída do reator.
A cavidade cilíndrica é conectada, por meio de um guia de ondas, a um gerador de micro-ondas de 2,45 GHz com potência regulável até 3 kW. Este gerador é protegido com um circulador contra reflexão de micro-ondas. O conjunto de geração de micro-ondas conta com dois acopladores direcionais para permitir a determinação da potência irradiada e refletida no reator, que são medidas com um medidor de potência Agilent E44198B.
A carga de bagaço foi de 1,29 g. A solução de ácido fosfórico foi bombeada com vazão de 158 mL/min, a 25 oC. O reator foi irradiado com potência efetiva (diferença entre a irradiada e a refletida) de 298 W de micro-ondas. O efluente saiu a 144 oC e foi resfriado a 25 oC. O efluente resfriado foi pesado e sua densidade determinada por densimetria. Alíquotas, a cada cinco minutos, foram retiradas para dosagem de ART (MILLER, 1959) e de furfural (LUTZ, 2005).
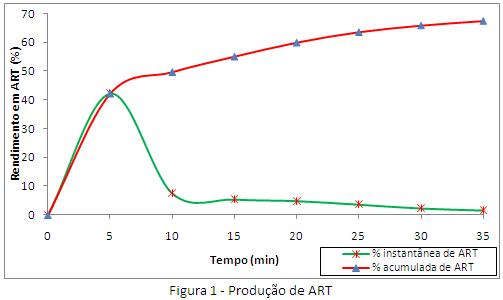
RESULTADOS E DISCUSSÃO: RESULTADOS E DISCUSSÃO: Com os dados coletados em triplicata, construíram-se as curvas instantâneas e acumuladas de evolução do rendimento em ART e em furfural, cujas curvas médias, figura 1 e 2, estão abaixo apresentadas.
Observa-se na figura 1, que em questão de 10 minutos de hidrólise atingiu-se 50,0 % da quantidade máxima possível de ART e em mais 25 minutos atingiu-se um rendimento acumulado de 67,5 %. Atribui-se este comportamento à presença da celulose alfa, que é refratária à hidrólise devido a sua cristalinidade. O processo não foi drástico o bastante para hidrolisar a celulose alfa.
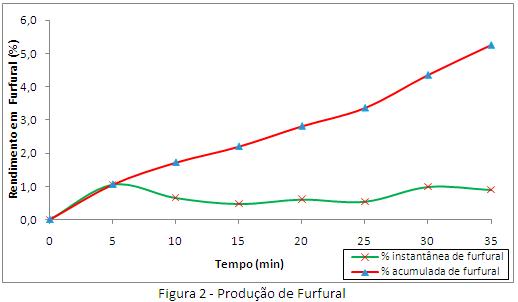
Na figura 2, observa-se que, como se previa, a produção de furfural foi baixa atingindo um rendimento acumulado de 5,3 %. Ao converter o furfural formado em xilose, o rendimento acumulado em ART passou a ser de 69,7 %. Ou seja, o processo em fluxo conseguiu evitar uma intensa desidratação da xilose, reduzindo sua perda a apenas 2,2 % do ART total possível de obter.
Durante o processamento observa-se, na figura 2, que a produção de furfural é sempre baixa, não atingindo, em um dado instante, um rendimento acima de 2 %. Observa-se, ainda, uma oscilação da geração de furfural, em especial nos 10 minutos finais. O motivo pode ser atribuído à variação da voltagem da rede elétrica, que influiu no bombeamento do agente hidrolítico e consequentemente alterou o tempo de exposição da xilose formada ao meio ácido e, consequentemente, alterou o ritmo de formação de furfural.
CONCLUSÕES: CONCLUSÕES: A hidrólise ácida incentivada por micro-ondas em sistema de reação em fluxo apresenta uma velocidade de reação maior que a observada no estado da técnica e consegue produzir um hidrolisado de cana de açúcar com baixo teor do inibidor de fermentação furfural.
Em questão de 35 minutos de exposição do bagaço ao fluxo de ácido fosfórico 2M, sob campo de 298 W de micro-ondas de 2,45 GHz, a 144 oC e 3.105 Pa conseguiu-se hidrolisar 67,9 % da holocelulose total com apenas 2,2 % de perda dos carboidratos hidrolisados.
AGRADECIMENTOS: AGRADECIMENTOS: Os autores agradecem a colaboração de L. Ferreira e o suporte do Instituto Mauá de Tecnologia IMT e da Fundação de Amparo à Pesquisa do Estado
REFERÊNCIAS BIBLIOGRÁFICA: REFERÊNCIAS BIBLIOGRÁFICAS:
BRASKEM, 2011. http://acionista.com.br/home/braskem/220607/primeiro_polietileno.pdf, acessado em 28 de junho de 2011.
EPO - EUROPEAN PATTENT OFFICE, 2011. http://v3.espacenet.com/searchResults?loc ale=en_EP&TI=lignocellulosic+hydrolysis, acessado em 30 de junho de 2011.
GÁMEZ, S.; GONZÁLES-CABRIALES, J. J.; RAMÍREZ, J. A.; GARROTE, G.; VÁZQUEZ, M. 2006. Study of the Hydrolysis of Sugar Cane Bagasse Using Phosphoric Acid. Journal of Food Engineering, 74, pp 78-88.
GRIFFIN, R.; NICHOLSON, C.; MOTT, C.; TOLAN, J. S., 2004. Method of Processing Lignocellulosic Feedstocks for Enhanced Xylose and Ethanol Production. US2004/0231661.
GUSAKOV, A. V.; SALANOVICH, T. N.; ANTONOV, A. I.; USTINOV, B. U.; OKUNEV, O., N., 2007. Construction of Highly Efficient Cellulase Compositions for Enzymatic Hydrolysis of Cellulose. US 2007/0238155.
HALWARD, A.; SANCHEZ, C, 1975. Métodos de Ensaios nas Indústrias de Papel. São Paulo, SP, Ed. Brusco, pp 96-98.
HERNÁNDEZ-SALAS, J. M.; VILLA-RAMÍREZ, M. S.; VELOZ-RENDÓN, J. S.; RIVERA-HERNÁNDEZ, K. N., GONZÁLEZ-CÉSAR, R. A.; PLASCENCIA-ESPINOSA, M. A.; TREJO-ESTRADA, S. R., 2009. Bioresource Technology, 100, pp1238-1245.
HILL, C.; SCOTT, B., TOMASEK, J., 2008. Process for Enzymatic Hydrolysis of Pretreated Lignocellulosic Feedstocks. Iogen Energy Co., US 2008/0057541.
INSTITUTO ADOLFO LUTZ, 2005. Métodos físico-químicos para análise de alimentos. 4. ed. Brasília, DF: Ministério da Saúde, pp 427-432.
KITAYAMA, O., 2007. Tecnologia e Operação de Unidade de Bioeletricidade a Partir de Biomassa de Cana-de-Açúcar Condições Operacionais. Palestra proferida na Assembléia Legislativa de São Paulo.
LEVIE, B. E.; NEOGI, A. N.; DUFF, S. J. B; MAYOVSKY, J. E., 2008. Methods for Producing Hydrolysate and Ethanol from Lignocellulosic Materials. Weyerhaeuser Co., US 2008/0227161.
SCOTT, B. R.; HILL, C.H.; TOMASHEK, J.; LIU, C., 2009. Enzymatic Hydrolysis of Lignocellulosic Feedstocks Using Acessory Enzymes. Iogen Energy Co., US 2009/0061484.
MILLER, G.L., 1959. Use of Dinitrosalicylic Acid Reagente for Determination of Reducing Sugar. Anal. Chem, 31, pp 426-428
OXITENO, 2011. http://revistahec.com.br/notas-oxiteno-lanca-less-100-vegetal-3150.asp, acessado em 28 de junho de 2011.
SENISE, J. T.; JERMOLOVICIUS, L. A., 2004. Microwave Chemistry A Fertile Field for Scientific Research and Industrial Applications. J. Microwave and Optoelectronics, 3, pp 97-112.
SUN, Y.; CHENG, J., 2002. Hydrolysis of Lignocellulosic Materials for Ethanol Production: a Review. BioresourceTechnology, 83, pp1-11.
TOLAN, J.; WHITE, T.; TOMASHEK, J., 2007. Enzyme Compositions for the Improved Hydrolysis of Cellulose and Methods of Using Same. Iogen Energy Co., WO 2007/147264.
TURGET, R. W., 2001. Aqueous Fractionation of Biomass Based on Novel Carbohydrate Hydrolysis Kinetics. Midwest Research Institute, US 6228177.
ZHAO, H.; KWAK, J. H.; WANG, Y.; FRANZ,J. A.; WHITE, J. M.; HOLLADAY, J. E., 2006. Effects of Crystallinity on Dilute Acid Hydrolysis of Cellulose by Cellulose Ball-Milling Study. Energy and Fuels, 20, pp 807-811.
