ÁREA: Iniciação Científica
TÍTULO: COMPARAÇÃO DOS MÉTODOS ASSISTIDOS POR RADIAÇÃO DE MICRO-ONDAS E CONVENCIONAL NA PRODUÇÃO DE BIODIESEL DE MARACUJÁ (PASSIFLORA EDULIS)
AUTORES: CONCEIÇÃO, L. R. V (PPGQ/UFPA) ; PANTOJA, S. S (PPGQ/UFPA) ; CAVALCANTE, M. S (IC/UFPA) ; BASTOS, R. R. C (IC/UFPA) ; ROCHA FILHO, G. N (FQ/UFPA) ; ZAMIAN, J. R (FQ/UFPA)
RESUMO: RESUMO: A necessidade de fontes alternativas de triglicerídeos para a produção de biodiesel ressalta a investigação de novas matérias-primas. Neste contexto, a utilização do óleo de maracujá se torna relevante e fonte de estudo para este trabalho. O biodiesel de maracujá apresentou ótima qualidade e conversão. Parte deste fato é devido à rota sintética determinada para a produção.
PALAVRAS CHAVES: biodiesel, óleo de maracujá (passiflora edulis), radiação de micro-ondas.
INTRODUÇÃO: INTRODUÇÃO: Um crescente interesse na modificação de óleos e gorduras tem sido verificado nos últimos anos. Esta tendência é atribuída ao fato de que os óleos são obtidos de fontes renováveis. Além disso, a crescente disponibilidade destas matérias-primas nos países desenvolvidos tem estimulado pesquisas quanto à aplicação [1].
O Brasil é o maior produtor mundial de maracujá, 172.290 t/ano. A Região Norte responde por 33% da produção. O óleo de maracujá pode ser utilizado para fabricação de sabonetes, tintas, vernizes, entre outros [2].
Este trabalho pretende estudar a viabilidade da síntese do B100 de maracujá utilizando o método assistido por radiação de micro-ondas, e compará-lo com o método de produção convencional.
MATERIAL E MÉTODOS: MATERIAIS E MÉTODOS: Para a obtenção dos biodieseis assistidos por radiação de Micro-ondas, utilizou-se 100 g do óleo de maracujá. As condições reacionais empregadas foram: razão molar de 6:1 (álcool:óleo) e concentração de catalisador de 1% em relação a massa do óleo. A mistura reacional foi processada sob refluxo e agitação por períodos de tempo de 3, 5 e 10 min.
Na obtenção do biodiesel por aquecimento convencional, empregou-se a mesma metodologia citada anteriormente, com diferença apenas no tempo reacional que foi de 2 h e o tipo de reator, balão de fundo redondo. Após o fim das reações, as misturas foram transferidas para funis de separação. Após separação os ésteres foram submetidos à caracterização.
A composição de ácidos graxos do óleo de maracujá foi determinada por CG de acordo com o método AOCS Ce 1-62. Os valores de Acidez, Peróxido, Saponificação, Matéria Insaponificável, Refração, Umidade, Massa Específica a 20°C, Viscosidade Cinemática a 40°C e Iodo Calculado do óleo de maracujá foi medido de acordo com os métodos oficiais AOCS Cd 3d-63, AOCS Cd 8-53 e AOCS Tl 1a-64 AOCS Ca 6b-53, AOCS Cc 7-25, AOCS Ca 2b-38, ASTM D 4052, ASTM D 445 e AOCS Cd 1c-85, respectivamente.
O teor de éster, Micro resíduo de carbono, Corrosividade ao cobre, Glicerol livre, Total, Mono-, Di- e Triglicerídeos, Teor de álcool, Viscosidade cinemática e Índice de acidez foram determinados pelos métodos EN 14203, ASTM D 4530, ASTM D 130, ASTM D 6584, EN 14110, ASTM D 445, EN 14104, respectivamente.
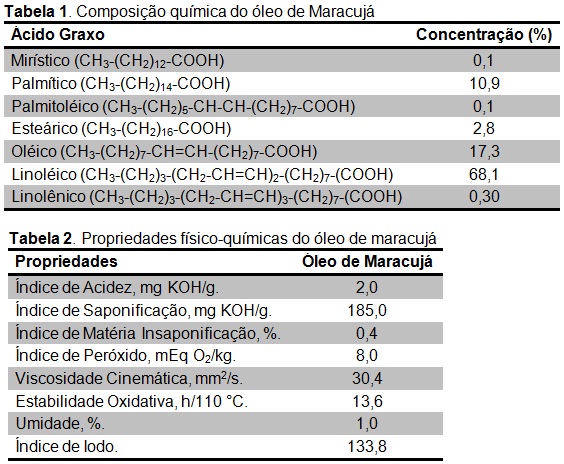
RESULTADOS E DISCUSSÃO: RESULTADOS E DISCUSSÃO: A Tabela 1 apresenta a composição em ácidos graxos do óleo de maracujá, observa-se que este é composto por 86,0% de ácidos graxos insaturados, o que sugere possíveis problemas quanto a estabilidade oxidativa. Outra propriedade que se refere a condições de armazenamento e conservação do óleo é o índice de peróxido, que obteve o valor de 8,0 mEq O2/kg.
A Tabela 2 apresenta os resultados das propriedades físico-químicas do óleo de maracujá, que apresentou índice de acidez baixo, proporcionando a utilização da catalise básica, pois a acidez em valor elevado pode comprometer a reação de transesterificação [3].
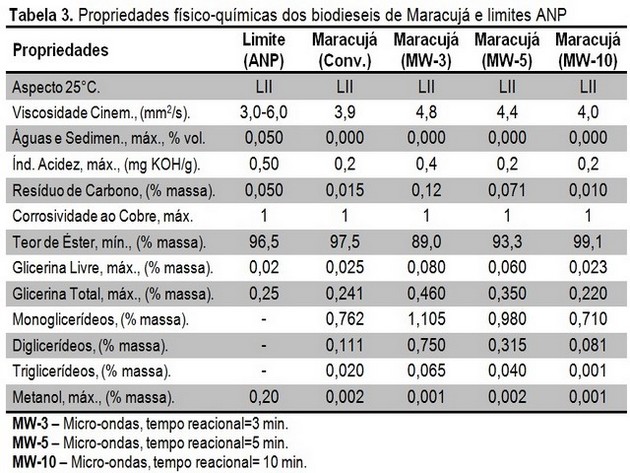
A Tabela 3 apresenta os resultados das analises realizadas para os B100 de maracujá. O B100 convencional obteve um teor de éster de 97,2%. Porém, o B100 MW-10 apresenta valor melhor (98,7%), acima dos valores dos B100 MW-3 (87,0%), B100 MW-5 (91,0%) e do limite ANP, ressaltando a eficiência do processo de síntese.
Os valores de águas, acidez, viscosidade, corrosividade e metanol, estão dentro dos limites ANP para todos os biodieseis. O B100 MW-3 apresentou valores elevados de micro resíduo, glicerol livre e total, mono-, di- e triglicerídeos, tais valores são associados ao processamento incompleto da reação, já que com o aumento do tempo reacional estes valores melhoraram. O B100 MW-5 apresenta valores melhores que o B100 MW-3, porém com algumas propriedades consideradas não conforme.
O biodiesel convencional apresentou valores muito bons quanto a sua caracterização, com exceção da propriedade Glicerol Livre, este problema evidencia a necessidade de melhorias na etapa de purificação. O B100 MW-10 apresenta os melhores resultados dentre os biodieseis sintetizados assistidos por micro-ondas e o biodiesel por via convencional.
CONCLUSÕES: CONCLUSÃO: Este estudo ressalta o uso da radiação de micro-ondas na síntese de biodiesel, pois reduz consideravelmente o tempo reacional e consegue manter e/ou melhorar a qualidade dos biodieseis que são sintetizados por via convencional.
AGRADECIMENTOS: Os autores agradecem a colaboração e apoio financeiro da CAPES, ELETROBRÁS e Laboratório de Pesquisa e Análise de Combustiveis-LAPAC.
REFERÊNCIAS BIBLIOGRÁFICA: REFERÊNCIAS: [1] Malcata et al,. Immobilized lípase reactors for modification of fats and oils A review. Journal of the American Oil Chemist Society. 890, 1990.
[2] Medina, et al,. Maracujá: da cultura ao processamento e comercialização. São Paulo: Instituto de Tecnologia de Alimentos, cap. 3. (Série Frutas Tropicais, 9), 1980.
[3] Meher et al,. Renew Sustain Energy Rev. 2006, 10, 248.
